| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |
辊轮的安装斜度是可阔节的,通常安装倾斜角度小于45°。这种斜装辊轮承担着螺旋钢管前 进速度和旋转速度的双重作用。因此,螺旋钢管厂家在调节任何种速度时必须 兼顾另种速度的变化。它是在传送辊道上平行于钢管前方向安装若干对辊轮。每对辊轮中只为主动辊轮,另只为被 辊轮。主动辊轮表面加工有斜齿,当其转动时与钢管接触处产生寒力,带动螺旋钢管旋转。 螺旋钢管的全称即是螺旋缝双面埋弧焊钢管,螺旋管的生产工艺与他的名字一样,是以宽度1000mm以下的带钢、或者宽度1000mm-15000mm之间的卷板为原材料,在螺旋管生产设备中以螺旋缝双面埋弧焊的形式成型,根据客户的需求来截取相应的长度,如果长度无要求一般长度以6米/支或者12米/支截取。
2.海西防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.海西防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.海西防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.海西防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.海西镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。


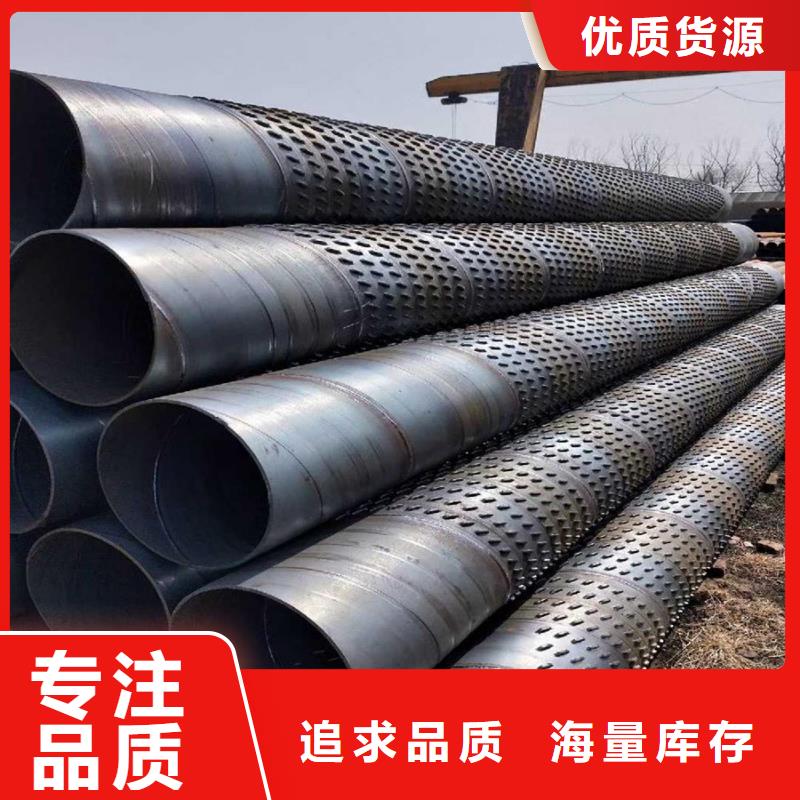
1.海西Q355B螺旋管鼓胀法 一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把管子鼓成所需要的形状,波纹管的生产大部分用的是这种方法 。 2.海西Q355B螺旋管锻压法保温螺旋钢管 用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。 3.海西Q355B螺旋管弯曲成形法 有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 4.海西Q355B螺旋管冲压法 在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。
海西防腐螺旋管涂防锈油,原则上是大部分产品都要涂。但根据管种.。用途和用户的要求,可大致分为三类:长期防锈、短期防锈和不涂油。在制造过程和精整工序完毕之后,为了防止在保管、运输、加工过程中因锈蚀而损坏,或质MAS下降,需在其内、外表面涂防锈油。 防锈期的一长短,视保管场地的情况、产品状况和气候条件而异。环境相同时,防锈时间的长短则随防锈条件而有所不同。规定防锈期限是一个非常困难的问题。由于螺旋钢管行业现回暖迹象,钢企开始重建库存,近期进口螺旋钢管价格升*每吨140美元,为5个月来的Z高位,但价高质差的螺旋钢管不仅推动价格的不断上升,也挤压了螺旋钢管厂的利润。 海西防腐螺旋管的强度指标值与一般螺旋钢管的强度指标值不同,在硬物理工作容量压痕表面块金属复合材料,称为强度。根据实验方法和应用是不一样的,强度可分为布氏硬度,洛氏硬度,维氏硬度,肖氏硬度,强度和高温强度显微镜。防腐螺旋钢管的目的通常是共同的布氏,洛氏,数维氏硬度。所需直径的轴承球或碳化物球的硬度应以所需的实验力进入样式的表面,然后在所需的维护期后去除实验力。
![[海西]苏沪金属制品有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[海西]苏沪金属制品有限公司名片")