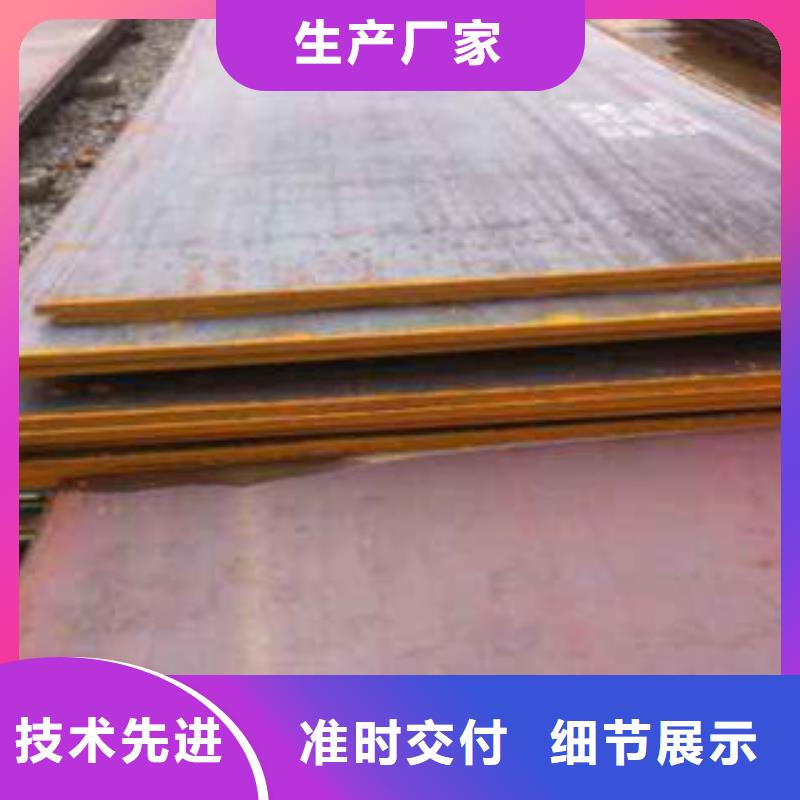
以下是:不锈钢钢板规格齐全的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 协商 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 3天 |
|---|
| 产地 | 重庆 |
|---|
| 品牌 | 益丝物资 |
|---|
| 可定制 | 是 |
|---|
不锈钢钢板规格齐全,湖北省恩施市九晨钢铁制造有限公司为您提供不锈钢钢板规格齐全的最新资讯,联系人:颜世林,电话:13963556003、15552151098,QQ:1499276480,发货地:聊城大渡口区建桥大道发货到恩施。 湖北省,恩施土家族苗族自治州 恩施州属亚热带季风性山地湿润气候;海拔落差大,小气候特征明显,垂直差异突出,“一山有四季,十里不同天”;年均气温16.2℃,年平均降水量1600毫米。地处武汉和重庆两大“火炉”之间,是最适宜人类居住的地区之一。
我们的现场实拍视频将带您走进不锈钢钢板规格齐全产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:不锈钢钢板规格齐全的图文介绍


焊剂应具有良好的焊接工艺性能在规定的参数下进行焊接,焊接双金属耐磨板的过程中应保证电弧燃烧,熔合良好,过渡平滑,焊缝成形好,脱渣容易。焊剂应具有较低的含水量和良好的抗潮性出厂焊剂中含水质量分数不得大于0.28%。 焊剂在温度250℃、相对湿度70%的环境条件下,放置24h,吸潮率不应大于0.15%。控制焊剂中机械夹杂物焊剂中碳粒、铁屑、原料颗粒及其他夹杂物的质量分数不应大于0.35%,其中碳粒与铁合金凝珠的质量分数不应大于0.28%。 焊剂应有较低的硫、磷含量焊剂中硫、磷的质量分数一般为S0.066%,P0.085%。焊剂应有一定的颗粒度焊剂的粒度一般分为两种,一种是普通粒度,为5-0.45mm(8-40目);另一种是细粒度,为18-0.28mm(14-60目)。 组织与性能特点Cr13型和马氏体耐磨衬板,一般经调质热处理,金相组织为马氏体,随回火温度的不同,马氏体的强度、硬度及塑性可在较大范围内,以满足不同使用性能的要求。对于低碳、超低碳马氏体耐磨衬板以及超级马氏体耐磨衬板,经淬火和一次回火或二次回处理后,金相组织为低碳马氏体+逆变奥氏体复合相同组织。



恩施九晨钢铁制造有限公司是 耐磨板等产品专业生产加工的公司,拥有完整、科学的质量管理体系。恩施九晨钢铁制造有限公司的诚信、实力和产品质量获得业界的认可。 欢迎各界朋友莅临参观、指导和业务洽谈。


这一步骤需要将钢板保持在固化炉中进行高温巩固,温度控制早180-260℃之间。当然,不同的复合耐磨板厂家会根据自己的生产制作的材料等情况的不同而对温度和时长进行一定的控制。以上便基本完成了复合耐磨板的多层涂饰制作。 碳化铬耐磨板具有突出的耐候性、耐磨损、耐腐蚀性等特性,同时具有硬度高、不易变形、仿木真图案不褪色、不脱落等特点,适合室内外各类使用。碳化铬耐磨板填补了国内以金属材料替代原木建筑装饰的空白,可以建筑、装饰、园林及市政设施的档次,带动建筑、装饰、园林及市政等行业环保材料的发展。 同时,还可以节约大量的自然资源,为保护生态环境作出积极的贡献,并能满足群众物质生活日益后对自然美感的精神追求,为创造人类社会与自然生态发展,提供了完美的建筑装饰材料。那么碳化铬耐磨板上为什么要打孔。 储存、运输和装卸是影响复合耐磨板质量的重要环节,如果操作不当,储存、运输和装卸过程中可能出现划伤、压印、腐蚀等各种缺陷。为尽可能和避免各类缺陷的产生,下面简要介绍一些操作中的注意事项。关于储存、运输和装卸方面的具体规定可参考有关资料或向专家咨询。



随着焊速的,熔深和熔宽减小。焊接速度过高有可能产生咬边。焊丝伸出长度:焊丝的伸出长度越长,焊丝的电阻热越大,焊丝的熔化速度越快。焊丝伸出长度一般为13-25mm,视焊丝直径等条件而定。焊丝伸出长度过长,会导致电弧电压下降,熔敷金属过多,焊缝成型不良,熔深小,电弧不;焊丝伸出长度过短,电弧易烧导电嘴,且金属飞溅易塞喷嘴。 焊丝位置:焊丝轴线相对于焊缝中心线的角度和位置会影响焊道的形状和熔深。当其他条件不变,焊丝由垂直位置变为后向焊法时,熔深增加,而焊道变窄且余高增大,电弧,飞溅小。焊接位置:射流过渡可适用于平焊、立焊、仰焊位置。 平焊时,耐磨衬板相对于水平面的斜度对焊缝成型、熔深和焊接速度有影响。若采用下坡焊,焊缝余高减小,熔深减小,焊接速度可以,有利于焊接薄的耐磨衬板;若采用上坡焊,重力使焊接金属后流,熔深和余高增加,而熔宽减小。 短路过渡焊接可用于薄耐磨衬板的平焊和全位置焊。气体流量:保护气体从喷嘴可有两种情况,较厚的层流或接近于紊流的较薄层硫。前者有较大的有效保护范围和较好的保护作用。因此,为了得到层流的保护气流,加强保护效果,需采用结构设计合理的焊和合适的气体流量,气体流量过大或过小皆会造成紊流。


埋弧焊接双金属耐磨板的缺陷及产生的原因:点:表面不均匀双金属耐磨板在做埋弧焊接当中,首先会出现的是宽度的不均匀,这种现象出现的原因一般都是在操作焊接当中速度上没有跟上,其次在做焊接当中,送丝的速度。 第二点:焊接余度大再有就是余度大,这种余度大产生的原因是在焊接当中电流过大或者电压低的原因,再有就是在焊接当中倾角度比较大,在运用焊丝焊接当中位置的不当,这种缺陷处理的办法,首先在焊接当中要调节焊接电流和电压,同时还要调节好位置和倾角。 第三点:焊接累积对于焊瘤这种缺陷,其实产生的终原因是在焊接双金属耐磨板当中焊接的速度很快,而且在焊接的角度上压力过大,同时在焊接的位置上处理不当造成的,而这种处理办法,一般还是要先调节好电压和焊接的速度,同时要注意焊接所出丝的速度。 第四点:焊接气孔在焊接当中出现气孔,对于埋弧焊也是常有的事情,那么双金属耐磨板的表面出现气孔的真正原因是,在焊接街头的表面灰尘较大,在处理焊丝当中没有用的焊丝,电压电弧过高的现象,运用第三方辅助焊。



不锈钢钢板规格齐全,湖北省恩施市九晨钢铁制造有限公司专业从事不锈钢钢板规格齐全,联系人:颜世林,电话:13963556003、15552151098,QQ:1499276480,发货地:大渡口区建桥大道,以下是不锈钢钢板规格齐全的详细页面。
![[恩施]九晨钢铁制造有限公司名片](http://ypmimg.qy55.com/UploadImg/1957/new_card.jpg "[恩施]九晨钢铁制造有限公司名片")