| 产品参数 | |
|---|---|
| 产品价格 | 4999/吨 |
| 发货期限 | 3天 |
| 供货总量 | 989989889 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 产品品牌 | 艾斯特 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |






10号钢是钢材众多材质中的一种,它的塑性、韧性很好,比较容易进行冷热加工成型,正火或者冷加工后切削加工性能好,焊接性优良,无回火脆性,,渗透性和淬硬性均较差。
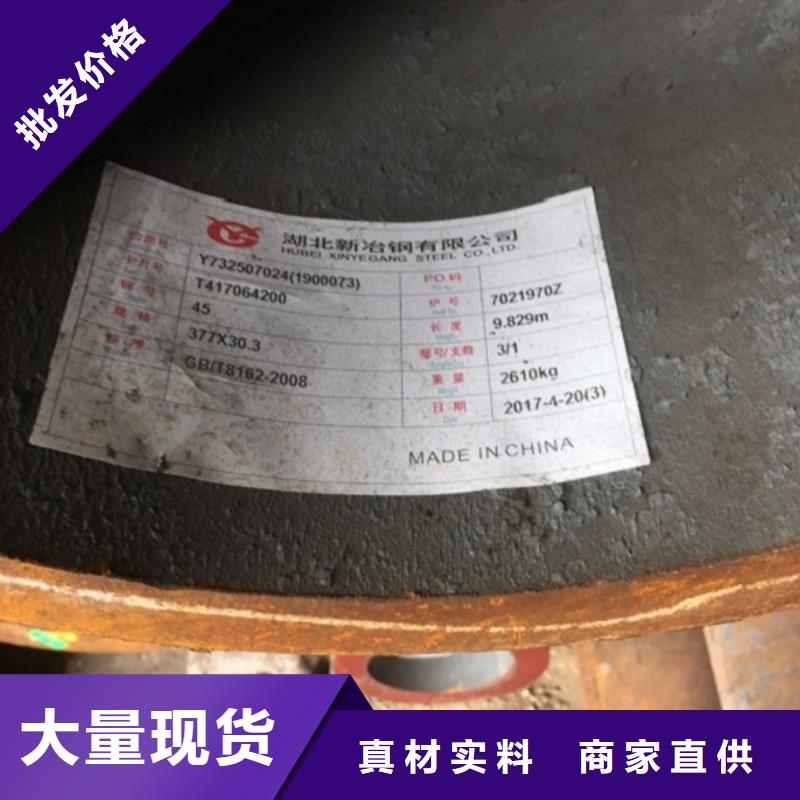
国标牌号与外国对比:
中国GB标准钢号:10#我国台湾CNS标准钢号S10C;日本JIS标准钢号S10C/S12C;美国AISI/ASTM标准钢号1010/1012;德国DIN标准钢号CK10/C10;英国BS标准钢号040A10/040A12;法国NF标准钢号XC10/C10;国际标准组织ISO标准钢号C101。
10#无缝管是耐低温管,在温度较低的情况下仍然拥有着良好的机械性能,可以满足工作的需要,如10#低温精密无缝钢管可以作为空调系统中的零件来进行使用,让其可以更好的适应工作环境的需要。
公司是一家及生产与销售为一体的企业,专业致力于无缝管,合金管,不锈钢管,镀锌管等的生产销售,并且可对无缝钢管进行机加工等。品种规格齐全量大优惠欢迎广大顾客致电咨询。
无缝钢管生产工艺都是比较丰富的,一般是按照相应的步骤进行加工和生产的:
热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
接连油管是一种单根长度达几千米并可重复曲折、完成多次塑性变形的新式石油管材。接连油管及其工作配备被称作“全能工作机”,在国外如美国、加拿大等 ,接连油管已成为油田工作中必不可少的石油配备。当前长接连油管是9000m长,关于这种特别油管制作的核心技术是:
1、化学元素
因为严厉的执役环境,对接连油管资料力学功能和抗腐蚀功能有较高的需求,要对资料的化学成分优化规划,还有必要对锻炼、轧制等完成全流程洁净化操控,尽量减少搀杂物和S、P等有害元素含量。
2、加工
因为位错增殖等缘由导致的加工硬化和包申格效应一起作用后,管体强度的改换规则加以操控。
3、热处置
经过对管体热处置,完成安排和功能的 操控,特别是高强度与高塑性以及低的剩余应力。
4、焊接技能
对低碳微合金钢,当前主要选用HFW焊接技能,需求研讨 焊接技能参数(如电流、电压、频率、焊接速度、成形角、挤压量等),研讨焊缝以及焊缝热处置技能。
5、板材对接
要完成HFW焊管接连出产,有必要先将板材接长,当前板材对接主要选用TIG、MAG和等离子焊接等办法。正在研讨的办法是拌和摩擦焊办法。
6、管材对接
接连油管在使用过程中可能会形成有些损害,有必要将损害或缺点有些切除去,并经过焊接将管子连接起来。传统的对接办法通常选用手艺TIG焊,焊接质量难以操控,当前使的是全自动焊接技能。
7、新制作技能
如CVR技能,即选用同一规范的管坯的接连管,在线经过中频感应加热到940℃,经过热机械轧制,一方面完成HFW焊缝优化或无缝化,另一方面完成变壁厚或变径。别的,还有特别用不锈钢接连管激光焊接技能等
无缝管的规格用外径毫米数乘以壁厚毫米数表示;无缝钢管分为热轧和冷轧无缝钢管,热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金管、不锈钢管、石油裂化管、地质钢管和其它钢管。
无缝钢管使用注意事项
将定量的放射净化熔剂装入放射安装的储料罐中盖好,先通氮气,然后翻开精炼罐下面的开关,待精炼无缝钢管有熔剂喷出时,将无缝钢管插入铝液内作程度运动。
端头以插入离炉底约20cm深度处为宜(不要碰炉壁和炉底,以防堵管),前后左右挪动,将定量熔剂平均喷完后,继续平均喷吹一周,然后把无缝钢管从铝液中抽出,后关闭氮气。
无缝钢管产品在应用时应严厉依照材质或性能来应用,否则可能会形成十分严重的结果,目前无缝钢管应用时主要恪守以下几个方面:化学成分或;接受水压才能;机械性能。
名片")