| 产品参数 | |
|---|---|
| 产品价格 | 电仪/台 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |






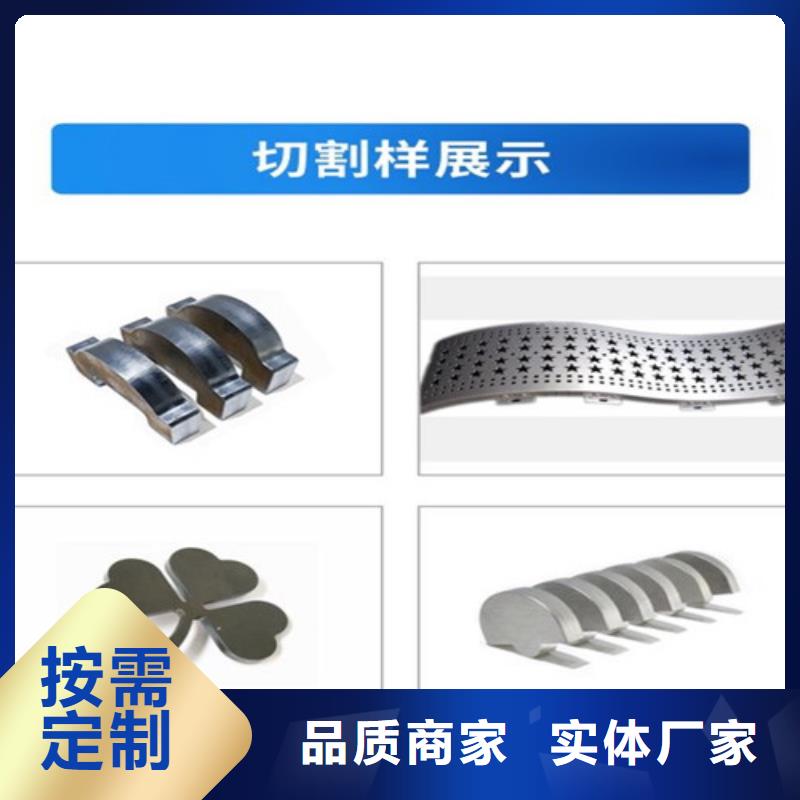
金属板材激光切割机适用范围:
金属板材激光切割机适用于碳钢、不锈钢、铝、镀锌板、钛合金等金属切割以及模切板、塑料、模切板、石英玻璃、PVC、亚克力、复合材料切割加工。不同功率激光器的选择可实现客户选型优化. 广泛用于电气、机械、汽车、模切板等制造加工行业。
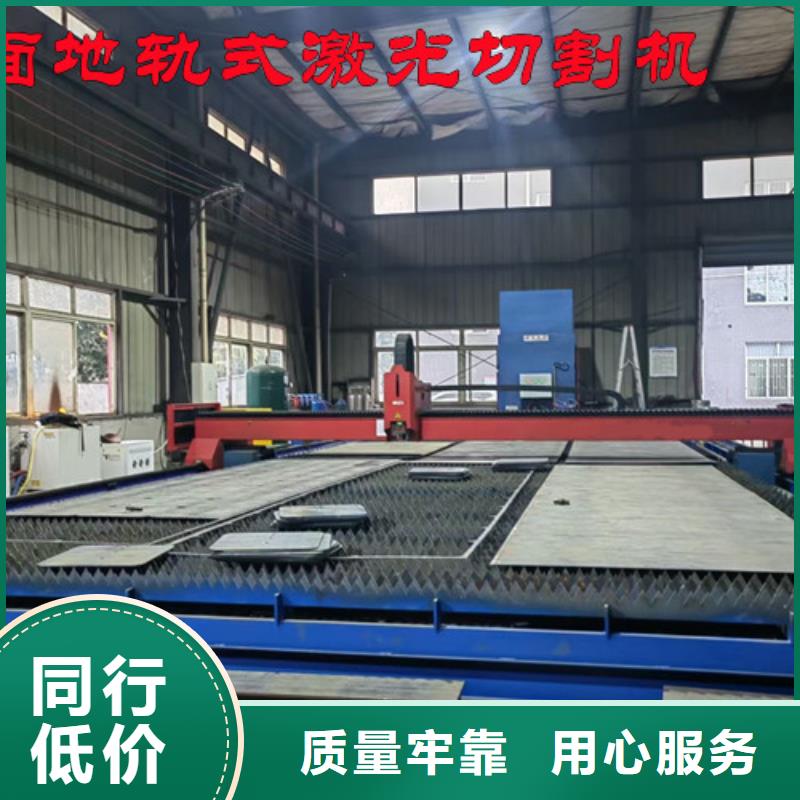
金属板材激光切割机机型特点:
1.切割厚度可优质切割0.5-22mm碳钢0.5-12mm不锈钢板
2.全飞行光路结构一体化设计.整机便于安装运输. 对地面无特殊要求多样化布局以满足客户不同的场地要求;
3.激光发生器采用先进的双重抗热变影响系统 脉冲模块直接由CNC控制 功率消耗及维护费用低;
4.整个加工区域切割质量优良切割件易于收集加工区域视野宽阔便于检测、操作;
5.新的带动态及几何冲击保护的Z32实时控制系统 光纤连接的全数字伺服驱动器 远程协助功能;
6.气路控制系统可自动更换三种辅助气体。高压气路设计,提高了对不锈钢等难切割材料的切割能力。新型的带防 撞保护的高压切割头. 新型的5”及7.5”聚焦镜快速更换系统(完全满足薄板及厚板的优质切割) 
激光切割机是现在市场上一种非常受欢迎的切割设备,由于其高精度、率、切割速度快等特点,广泛应用于机械加工、船舶制造、五金模具、钣金加工、健身器材等行业中,那么激光切割机的作用有哪些呢?下面就由武汉华宇诚数控科技有限公司为大家详细介绍一下。
激光切割机的优势
首先,使用激光切割机可以缩短加工时间,提高加工效率。因为在生产中,如果想要在一分钟内完成一个零件的加工,那么就需要耗费大量的时间和精力。而激光切割机可以通过对工件进行切割,直接将工件的材料加工成所需要的形状,减少加工时间。
其次,使用激光切割机还可以提高工作效率。现在市场上大部分的激光切割机都是应用于金属材料切割行业的,而在金属加工过程中都是需要切割金属原材料才能完成的。如果想要快速完成所有切割工序,可以选择激光切割机,限度的节省人工、缩短工件生产周期,提高工作效率。
第三,使用激光切割机可以实现高质量加工。切割时激光束会聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。使用激光切割的工件精度高、速度快、质量好、切割面光滑无毛刺。
,使用激光切割机还可以降低成本,金属原材料的价格昂贵,采用传统的金属切割工艺,需要花费很多的人工和材料成本。还会产生较多的金属废料,增加耗损。使用激光切割机生产就可以降低材料成本,节省人工。
以上就是关于激光切割机作用的介绍。随着社会不断发展,工业生产也变得越来越自动化、智能化和自动化了。很多厂家为了工件的切割质量和效率,都选择使用激光切割机进行生产。
光纤激光切割机的五大特有优势 光纤激光切割机是目前非常先进的激光切割设备,在所有激光切割机中,它属于第三代激光切割设备。它的出现给很多企业的生产加工带来了极大的便利,不仅提高了工作效率,同时给企业带来了更大的机遇。那么光纤激光切割机有什么样的优势呢?我们一起来了解一下。
相比其他的切割设备来说,光纤激光切割机的优势是非常明显的,经过专家的总结,光纤激光切割机的优势主要有下面五点:
光纤机的光束品质和切割品质:光纤激光在聚焦后光斑直径小,功率密度极高,切割薄板具有卓越的速度;
强大的适应能力:激光经过光纤导出,使机械系統的构造变得非常简单,整机动态性能更好,非常容易和机器人或多维工作台集成,从而具备更强的三维切割能力3、极高的稳定性:采纳世界的进口光纤激光器,性能稳定,关键部件运用寿命可达10万小时;
光纤机的电光转换效率高达25%—30%,远大于co2激光切割机,节能环保;
光纤机拥有极高的稳定性:采纳光纤激光器,性能稳定,关键部件运用寿命可达10万小时
节省时间的是光纤激光机的保护成本很低,无激光器工作气体;光纤传输,无需反射镜片;可节约大量保护成本;而且操作和保护都非常的便利,光纤传输,不需要调动光路;
金属激光切割机与其他切割工艺之比较 与其他热切割方法相比,同样作为热切割过程,别的方法不能象激光束那样作用于一个极小的区域,结果导致切口宽、热影响区大和明显的工件变形。金属激光切割机能切割非金属,而其它热切割方法则不能。
(1)水切割。可切割许多金属材料,但费用很高。
(2)等离子切割。切割速度明显快于氧乙炔切割,但切割质量较差,切边顶部呈圆头状,切边明显起波浪形,还要防止电弧产生的紫外线辐射。它稍优于激光切割机之处在于适合切割较厚钢板和对光束反射率高的铝合金等。
(3)锯切。切割薄金属,其速度明显比激光切割慢,而且激光作为一个灵活的无接触、仿形切割工具,可从材料的任何一点开始切向任何方向切割。这一点,锯切是难以做到的。
(4)复杂零件分段冲切。一般情况下,冲床经常要冲切比模具尺寸大得多的工件,有些工件还很复杂,这就导致切边呈许多小贝壳状刃口,需要第二次预备性加工整修。另外冲头会形成比激光切割机宽得多的切口,产生大量铁屑。
(5)模冲。大量生产零件用模冲方法成本低,生产周期短。但它对设计上的变化的适应性很差,新的模具需要长时间设计,造价高,对中、小规模的生产来说,激光切割的特点就会充分显示。另外,激光程控切割便于工件紧密编排,节省材料,而模冲则需要每个工件周围预留材料。
(6)电加工。一般,有利用电腐蚀或熔解效应的电火花和电化学加工两种方法,用于坚硬材料的精细加工,切口粗糙度较好,但切割速度要比激光切割机速度慢几个数量级。
(7)氧-可燃体(如乙炔)切割。这种方法主要用于切割低碳钢,由于它热输入影响大,切割速度低,很少被用来切割20MM以下要求尺寸的材料。
![[太原]华宇诚数控科技有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[太原]华宇诚数控科技有限公司名片")