| 产品参数 | |
|---|---|
| 产品价格 | 电仪/台 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |






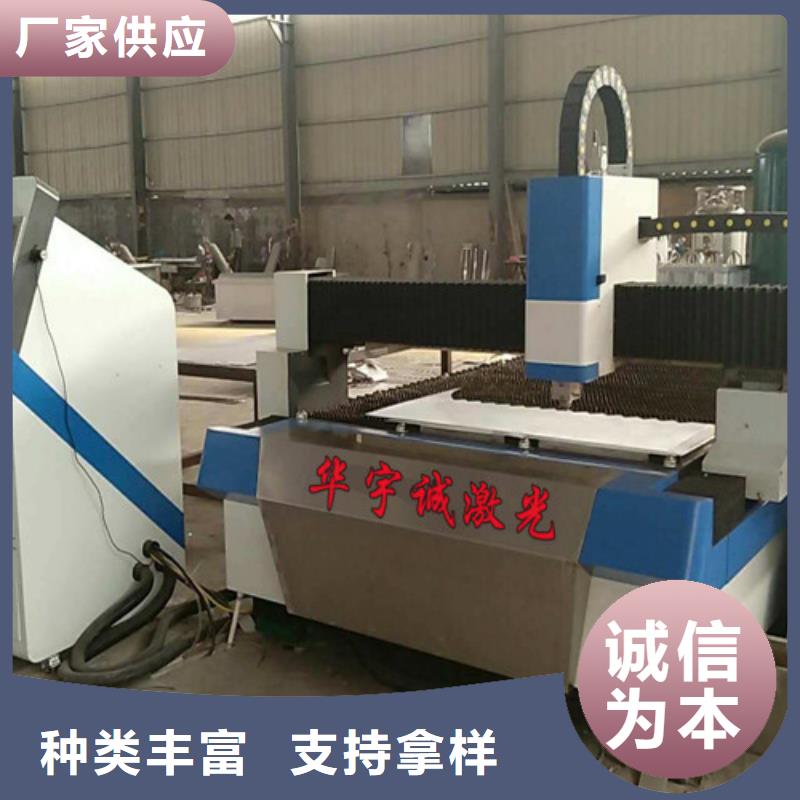
如今互联网发达了,各种信息都可以在互联网上查询到个大概,但海量的信息中如何去了解有价值的信息很关键,不论是小设备还是大设备,我们都习惯通过互联网进行咨询。比如网上怎么了解光纤激光切割机厂家,这里以光纤激光切割机为例,咨询设备首先要接触到的就是厂家,在众多的光纤激光切割机设备厂家中,要挑选大品牌、高质量、价格公道合理的光纤激光切割机。
我们在网上找光纤激光切割机厂家的时候,怎么去判断这个厂家是否靠谱呢?毕竟有些厂家距离的比较远,没办法直接去他们公司考察。所以,我们在找厂家对比的时候,可以先在网上了解清楚这个厂家的口碑,工厂面积和实力等等这些都能在网络上直面搜索到的。其次,可以通过跟业务员的沟通,了解清楚公司人员的专业程度和服务态度,这是非常重要的,因为光纤激光切割机经常都会涉及到技术服务。
可以了解公司的经营年限,光纤激光切割机行业竞争是非常激烈的,能在这行有比较长的经营年限,产品也是经过客户认可的,不然早就坚持不下去了。
如果我们不了解光纤激光切割机行业内如何去选择厂商,就会陷入很多误区。在网络透明化的今天,我们动一动手指就能够搜索到。
我们在选择厂商的时候除了要在网络上搜索相关信息之外,能够亲自到现场去看一看还是比较有用的,若是距离比较远,就要在网上多加了解。
光纤激光切割机与传统加工方式有什么区别?
1.处理速度
激光切割管加工,速度非常快,是传统加工的几倍,甚至几十倍
传统加工(线切割、冲孔、火焰切割等)速度较慢,不能在高峰期及时供货
2.加工精度
激光切割管材加工,尺寸准确,误差在±0.1mm以内,
传统火焰加工精度粗糙,线切割尺寸准确。
3.是否开模
激光切割管材加工时无需开模,根据电脑图形进行切割
传统加工需要辅助模具,如冲压模具。
4.加工范围
激光管材切割可加工管材任何形状的任何表面和360°3D切割
传统的加工表面和形状是有限的。
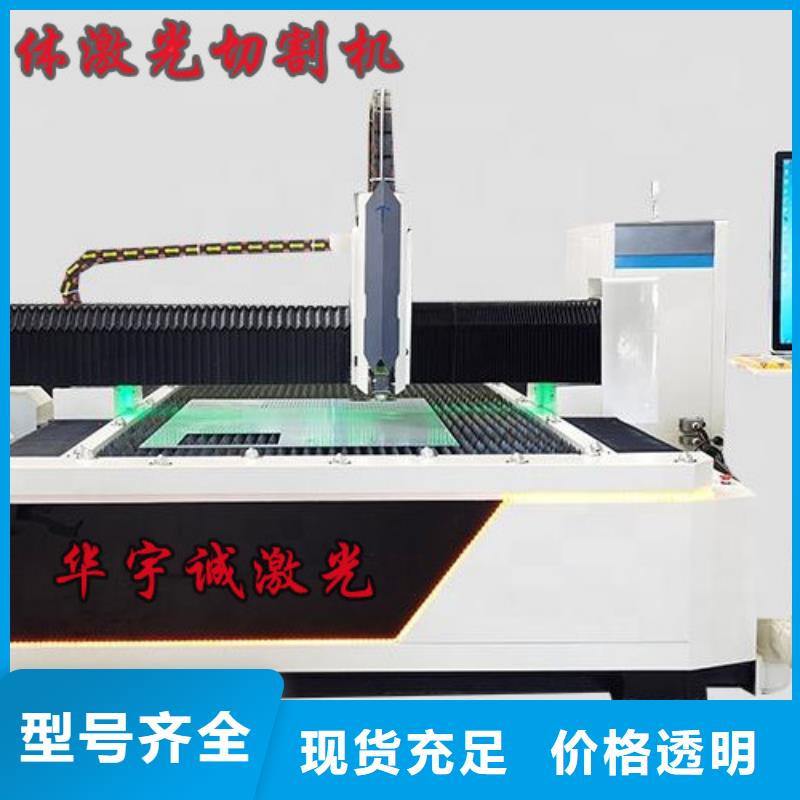
光纤激光切割机可以满足不锈钢保温杯的大规模加工要求。 1mm不锈钢切割速度可达15m/min,可在板材表面钻孔,切割各种复杂图案。具有精度高、切缝小、节省材料、切割面平整等优点,省去了剪板、冲压、打磨等多项工序,大大缩短了产品的生产周期。
光纤激光切割机是利用激光束照射工件表面所释放的能量,使工件熔化、蒸发,从而达到切割、雕刻的目的。激光切割厂家认为,光纤激光切割具有精度高、切割速度快、切割图案不受限制、自动排版、节省材料、切割平稳、加工成本低等特点,特别适用于品种多、结构复杂的不锈钢保温杯技术。
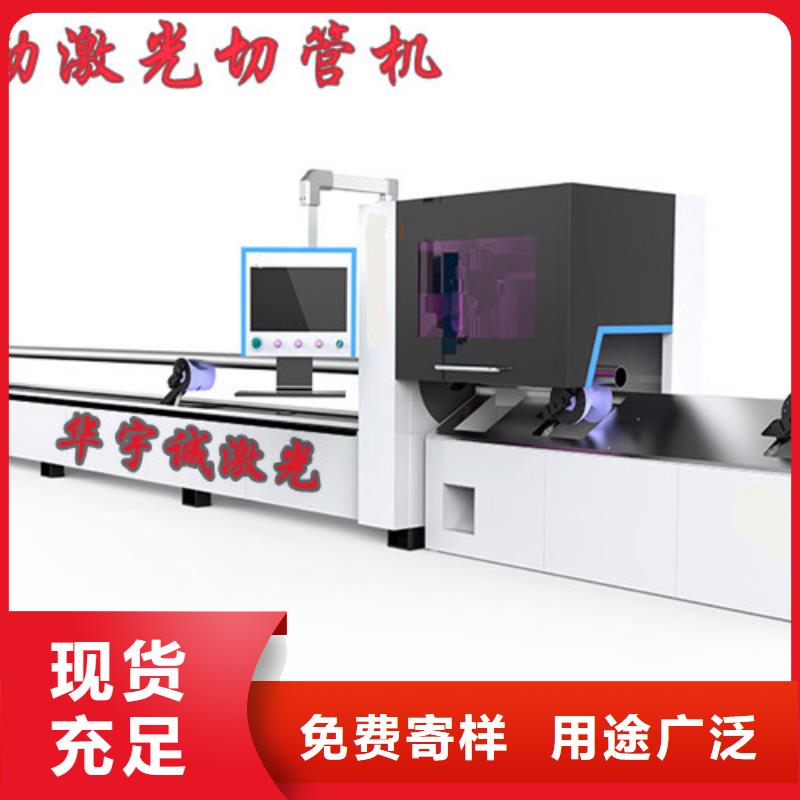
光纤激光切割机是目前的一种激光切割机型,机器采用光纤激光源,并实现了近乎完美的切割效果。 光纤激光器是一种固态激光器,近年来在金属切割行业发展迅速。CO2激光器与光纤激光器的简单比较光纤技术利用固体增益介质,而不是气体或液体。 “种子激光器”产生激光束,然后在玻璃纤维内放大。 光纤激光器的波长仅为 1.064 微米,可产生极小的光斑尺寸(与 CO2 相比多小 100 倍),使其成为切割反射金属材料的理想选择。光纤激光源可输出高功率激光束,聚焦在材料表面,使聚焦区域瞬间汽化或熔化。 由数控系统和机械系统控制,移动激光头,改变激光光斑,实现自动切割,速度快,精度高。 光纤激光切割已发展为当今精度的激光切割方式,广泛应用于金属零件加工行业。金属光纤激光切割机的工作多样性金属激光切割光纤激光切割机可加工多种金属材料,包括不锈钢、碳钢、合金钢、铝、镀锌板、铜、银、金等,可以根据金属的特性选择不同的光纤激光源。除了钣金切割,光纤激光切割机还可以加工异型金属和钢管。 机器可配置一套钢管切割系统,扩大切割能力。 刀口整齐光滑,满足工业中的高要求。
对于光纤激光切割机初入行的新手,遇到切割质量不佳时都会犯难,面对众多的参数不知该如何调整。下面简单介绍下会遇到的问题及解决方法。
影响切割质量的参数有:切割高度、割嘴型号、焦点位置、切割功率、切割频率、切割占空比、切割气压及切割速度。硬件条件有:保护镜片、气体纯度、板材质量、聚集镜及准直镜。
光纤激光切割机遇切割质量不佳时建议先进行一般性检查,一般性检查主要检查内容及顺序是:
1.切割高度(建议实际切割高度在0.8~1.2mm之间),如实际切割高度不准,则需要进行标定。
2.割嘴检查割嘴型号及大小是否用错,如果是正确的检查割嘴是否有损坏,圆度是否正常。
3.光心建议用直径1.0的割嘴进行光心检查,检查光心时焦点 在-1~1之间。这样打出来的光点小易于观察。
4.保护镜片检查保护镜片是否干净,要求无水无油无渣点。有时会因为天气或铺助气太冷等原因导致保护镜片结雾。
5.焦点检查焦点是否设定正确。如果是自动调焦切割头一定要用手机APP查看焦点是否正确。
6.修改切割参数
以上五项都检查且都没有问题后,再根据光纤激光切割机切割现象针对性的修改参数。
如何根据现象调整参数呢,以下简单介绍切割不锈钢和碳钢时会遇到的状态及解决方法。
例如不锈钢挂渣,挂渣类型有多种。如只拐角挂渣可先考虑拐角倒圆,参数方面可以降低焦点、加大气压等。
如整体挂硬渣,需要降低焦点、加大气压、加大割嘴,但焦点过低或气压过大会导致断面分层和面粗糙。如果整体挂颗粒状的软渣,可适当增加切割速度或降低切割功率。
光纤激光切割机切割不锈钢还可能会遇到:切割快结束的一面挂渣,可以检查是否气源供气不足气体流量跟不上。
光纤激光切割机切割碳钢一般会遇到:薄板断面不够光亮、厚板断面粗糙等问题。
一般而言1000W激光器可以把不超过4mm碳钢切的光亮,2000W是6mm、3000W是8mm。
想要把断面切的光亮首先得板材好表面无锈无漆无氧化皮,其次氧气纯度得高至少99.5%以上,在切割上需要注意的有:用小割嘴双层1.0或1.2、切割速度得快需要超过2m/min、切割气压不宜过大。
想要光纤激光切割机厚板切割断面质量好,首先得保证板材和气体纯度其次就是割嘴的选用,孔径越大断面质量会越好,但同时断面锥度会更大。
![[内江]华宇诚数控科技有限公司名片](http://ypmimg.qy55.com/UploadImg/3789/new_card.jpg "[内江]华宇诚数控科技有限公司名片")