| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |


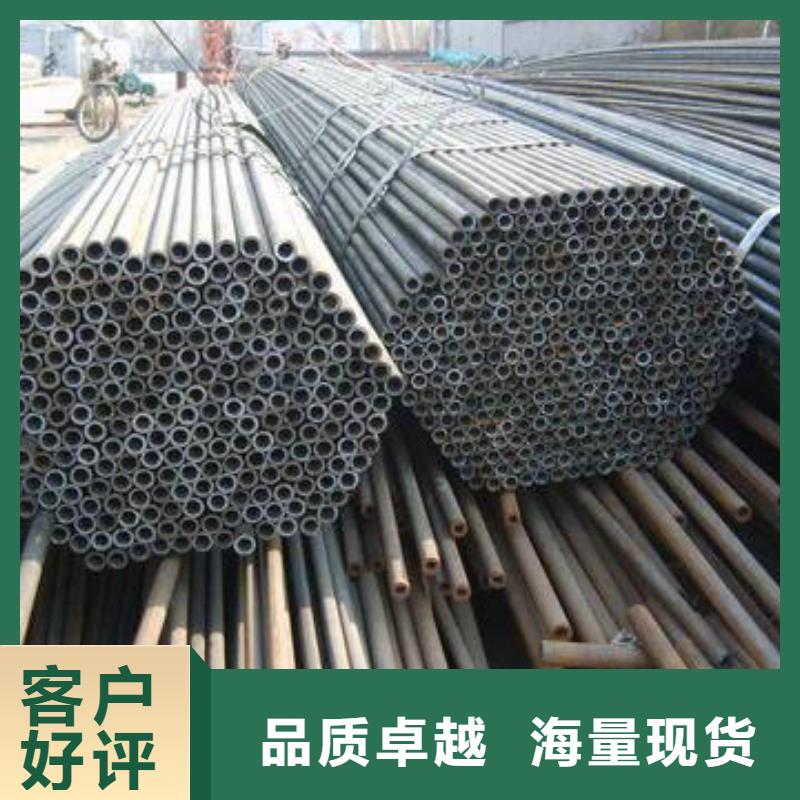
GB5310高压锅炉管表面处理及产品加工过程中常见问题:
1、GB5310高压锅炉管表面不一致:只对焊缝进行酸洗钝化,也造成表面不均匀,影响美观。
2、GB5310高压锅炉管划痕难除去:整体酸洗钝化,也不能将加工过程中产生的各种划痕去掉,并且也不能去除由于划伤、焊接飞溅而粘附在不锈钢表面的碳钢、飞溅等杂质,导致在腐蚀介质存在的条件下发生化学腐蚀或电化学腐蚀而生锈。
3、焊缝缺陷:焊缝缺陷较严重,采用手工机械打磨处理方法来弥补,产生的打磨痕迹,造成表面不均匀,影响美观。



阿坝顺成钢管有限公司是一家专业加工和生产 合金管的公司。公司拥有现代化的 合金管生产设备,专业的 合金管设计师,高水平制作人员,操作熟练的安装施工队伍,规范化,标准化,优良化的工程质量和高素质的管理。从设计、生产、安装为客户提供一站式服务,以丰富的生产安装和施工管理经验取得众多客户的信任。


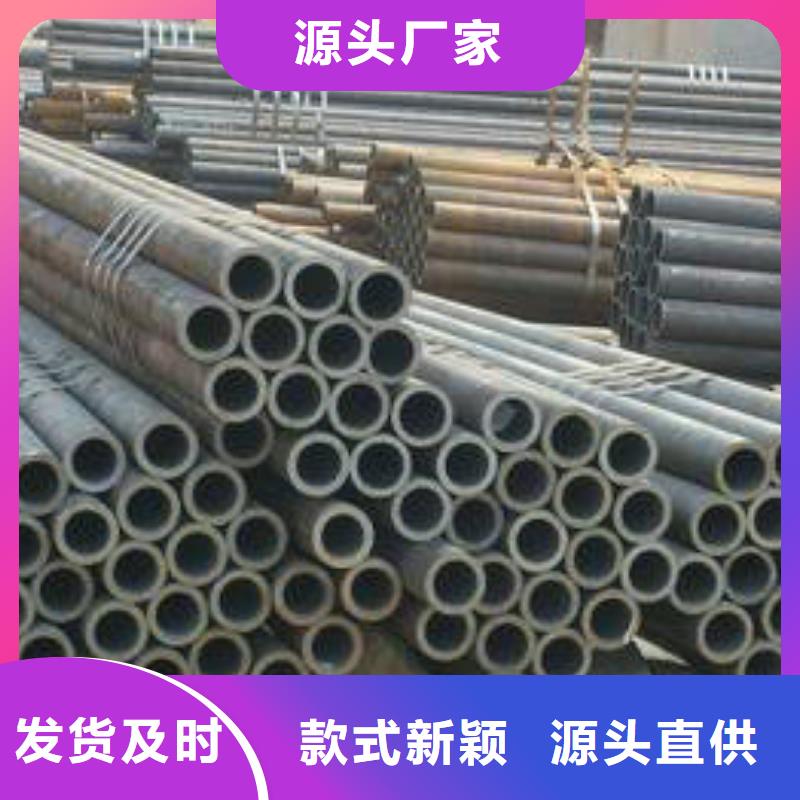
高压无缝钢管的执行标准是GB/T5310-2008 GB是标准的简称2008是指2008年从新修订的高压无缝钢管的常用材质有20#钢 20G 15CrMoG 12Cr1MoVG等几种 20#钢是常用的20#钢的高压无缝钢管和普通的20#钢8163流体管的生产工艺是一样的 他们的区别在后的压力试验和检测手段的不同
高压无缝钢管的工作压力一般在100公斤以上,工作温度在450度~650度左右高压锅炉无缝管使用时经常处于高温和高压条件,管子在高温烟气和水蒸气的作用下,会发生氧化和腐蚀。要求高压无缝钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性



无缝钢管生产过程简介
1钢管由上游辊道进入矫直机入口辊道。
2当钢管头部被入口辊道中间位置传感元件感应到时,辊道减速。
3当钢管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。
4管头进入入口矫直辊中间位置时,入口快开缸闭合,钢管被咬入,同时入口第二段辊道下落。
5通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,钢管进入矫直过程。
6当管尾离开入口辊道中间位置传感元件时,入口辊道段上升。
7当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
8出口辊道上升,钢管被运送到出口辊道末端挡板处。
9出口辊道下降,通道侧门打开,钢管靠重力滚到L型接料勾上。
10接料勾下落,钢管滚到吹灰台架上,对钢管内表面氧化铁皮进行吹扫。

![[阿坝]顺成钢管有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[阿坝]顺成钢管有限公司名片")