| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 兴昊 |
| 产地 | 沧州 |
| 仓库 | 厂内 |



大口径螺旋钢管制造步骤总结(1)原材料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)大口径螺旋钢管带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,表面整理运送和予弯边处理。
(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了的螺旋焊缝的无损检测覆盖率。若有缺点。








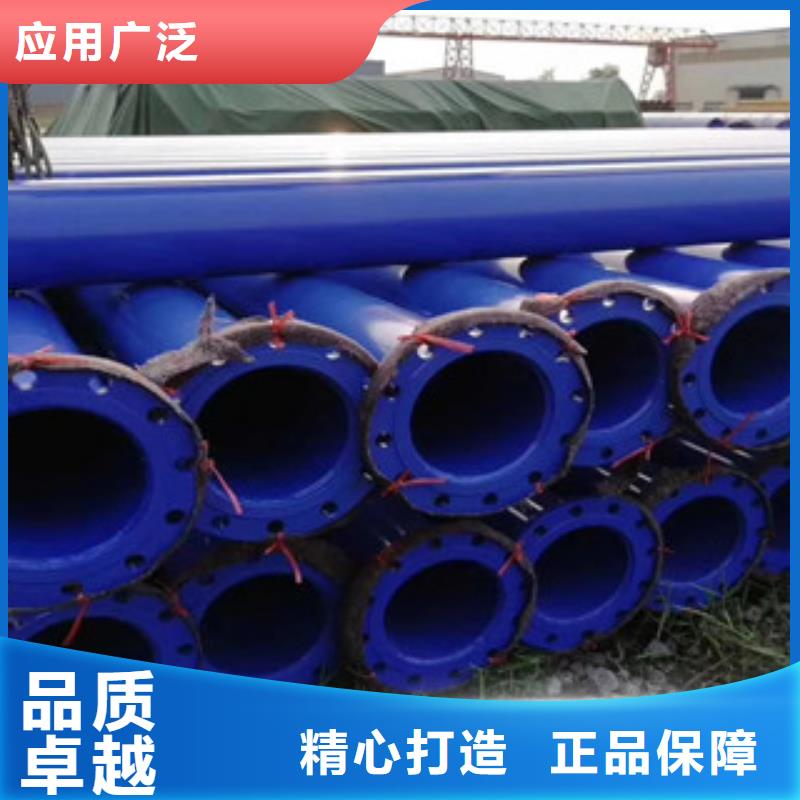
内外涂塑复合钢管技术创新是企业生命活力的源泉,人才是企业立足之本,是企业技术创新的核心,建立和完善技术创新机制和激励机制,鼓励和发挥技术人员的积j i性,加大 内外涂塑复合钢管产品开发力度,益阳兴昊管道将一如既往的坚持诚信为本,守法经营,求实创新,团结奋进的企业精神,努力开拓,锐意进取。热忱欢迎你来电、来函、来人洽谈业务,共谋发展。

![[益阳]兴昊管道名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[益阳]兴昊管道名片")