| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |
现货齐全")
现货齐全")
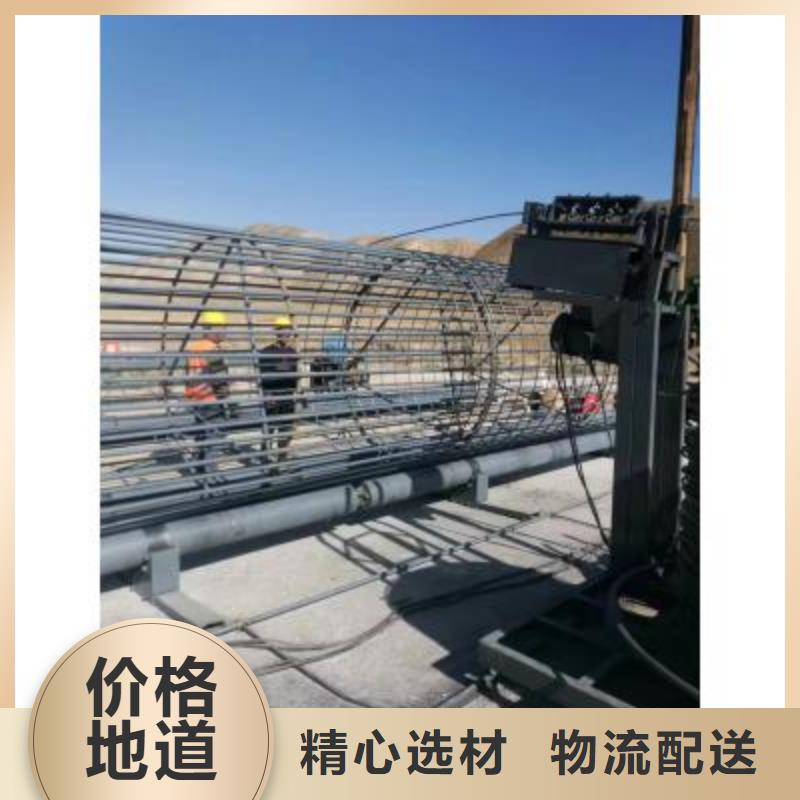
制造有限公司为您提供眉山钢筋笼绕筋机。● 大盘部分灵活的模圈及十字筋安装设计,可根据不同的桩基规格灵活更换,经济适用;● 固定盘、盘部分行走及、由一台 PLC 和 三台伺服驱动器来设定,可以的保证伺服电机同步性;● 可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;● 固定机架及机架进行了结构,主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼;● 轮缘结构进行了设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面,增大了面。使得设备运行更加平稳且, 设备运行惯量大大;● 钢筋笼骨架的同时由盘拖动向后,盘筋不;● 钢筋笼直径由相同直径的模板控制,一个工程通常需要 2-7 种模板;● 主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;● 配有多组液压支撑装置,防止钢筋笼因自重而;● 配有多组分料盘,防止生产中主筋错乱;● 为减轻工人劳动强度和施工形象,链条式主筋自动上料机构和自动焊接机械手可供用户选择。
一、钢筋笼加工方法介绍钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。二、眉山钢筋笼绕筋机加工的钢筋笼加工厂建设及设备简介1、钢筋加工厂建设简介2、钢筋笼自动滚焊机设备简介1)拖动导轨;(2)控制台;(3)拖动驱动系统;(4)主筋料架;(5)钢筋笼液压支撑装置;(6)固定旋转驱动机构;(7)移动旋转驱动机构;(8)主筋固定器;(9)主筋导管;(10)主筋承接分隔系统;(11)箍筋放线架;(12)箍筋矫直机构;(13)主筋上料系统
切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。
现货齐全")
富平双筋钢筋笼绕筋机怎么保养减少了钢筋的浪费:由于人工焊接及加工技术的不成熟,质量达不到要求,会造成钢筋的弃用及浪费;而钢筋笼绕筋机加工焊接的钢筋笼,由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。钢筋笼滚焊机加工速度快: 正常情况下备料及滚焊部分5-7人一班,分二班作业,10个人 就可以加工出20多个12米长成品的笼子,对于高铁施工中1米桩的笼子曾经有日产75节9米的笼子(675米/天)的生产记录,工作效率非常高。
在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁摆动碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。
![[眉山]建贸机械设备有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[眉山]建贸机械设备有限公司名片")