| 产品参数 | |
|---|---|
| 产品价格 | 电仪/台 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |



金属激光切割机设备的价格参差不齐的原因是什么 很多企业在生产过程中对金属激光切割机的需求都是非常大的,但是在购买合适的金属金光切割机时却发现其价格却又参差不齐,不同生产厂家的金属激光切割机价格都不同。那么造成这种价格不同的原因究竟是什么呢?接下来我们就为大家来分析一下。
金属激光切割机设备市场现在可以说是接近饱和状态了,各种规模的激光切割机厂家层出不穷,武汉、深圳地区更是随处可见。不同的厂家生对设备的制造工业也不一样,这也就导致了金属激光切割机的价格浮动较大。
厂家的规模不同。这个也不用多解释了,想必大家都明白,因为规模大的厂家都比较注重品牌效果。像武汉梅曼科技有限公司就是如此,他们的设备质量有保障,售后服务响应快。
其次,是设备的制造工艺。这个原因也非常的明显,很多厂家采用劣质的配件进行组装、生产,虽然降低了设备的生产成本,降低了产品的价格,但是机器的质量的却不敢恭维,切割出来的工件达不到预期的效果。
当然,我们也不能以偏概全,有些企业虽然规模不大,但是非常注重设备的质量和厂家的信誉。由于品牌不是很大,暂时没有竞争力,所以只好调低价格。这就需要金属加工企业擦亮双眼,仔细分辨了。
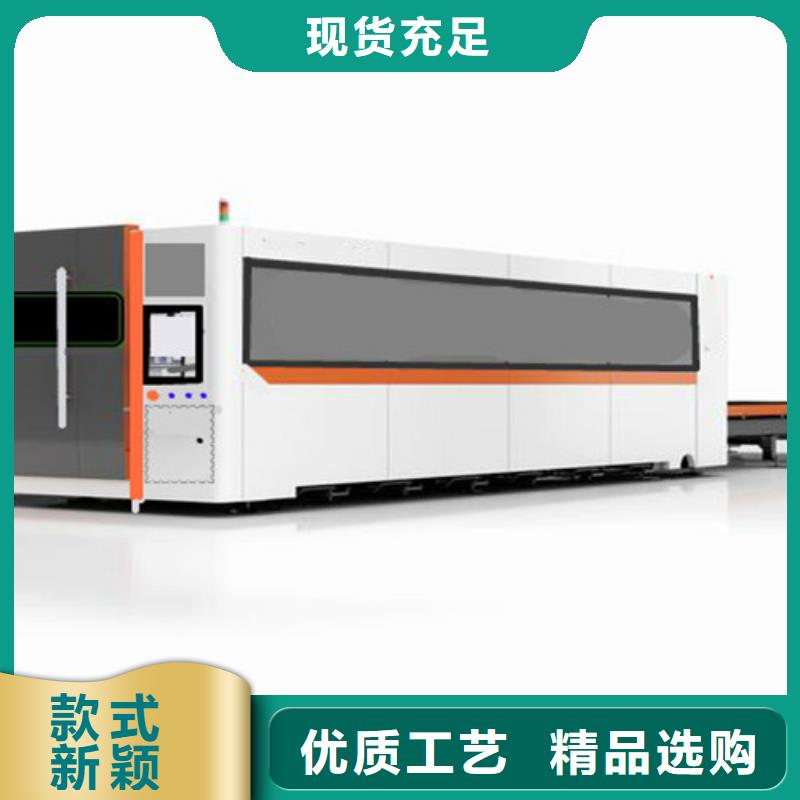
数控光纤激光切割机有哪些突出的优点 数控光纤激光切割机的优势特点除了智能,再就是体现在它的节省生产成本,这是激光切割设备行业一个重大的,在激光技术领域有着划时代的意义。为什么这么说呢?下面我们给大家解释一下。
数控光纤激光切割机
数控光纤激光切割机的智能化特点
数控光纤激光切割机的智能体现在它很好的解决复杂的人工操作干预,减小了加工的误差。操作员简单的属于图纸到计算机,机床接受到指令后,根据图纸很快的切割出想要的图形,保证精度误差在0.1mm以内。无论是有多么复杂的图形,都能够加工的出来。
数控光纤激光切割机节约成本
在早以前,用的多的要属数控冲床了,但是对于数控冲床有一个致命的弱点就是经常需要开模,经费比较高,而且精度也不是高,对加工的材料排版空间有限,造成了很多加工的废料,加大了成产的成本。然而光纤激光切割机通过计算机排版,将材料的利用率 化,而且还不需要任何的开模费用。
随着数控光纤激光切割机的发展和激光加工工艺的普遍应用,越来越多的领域开始加大对数控光纤激光切割机的投入生产使用,在未来激光企业不断的开拓创新下,那么未来我国的激光切割机行业一定会掀开新的篇章。
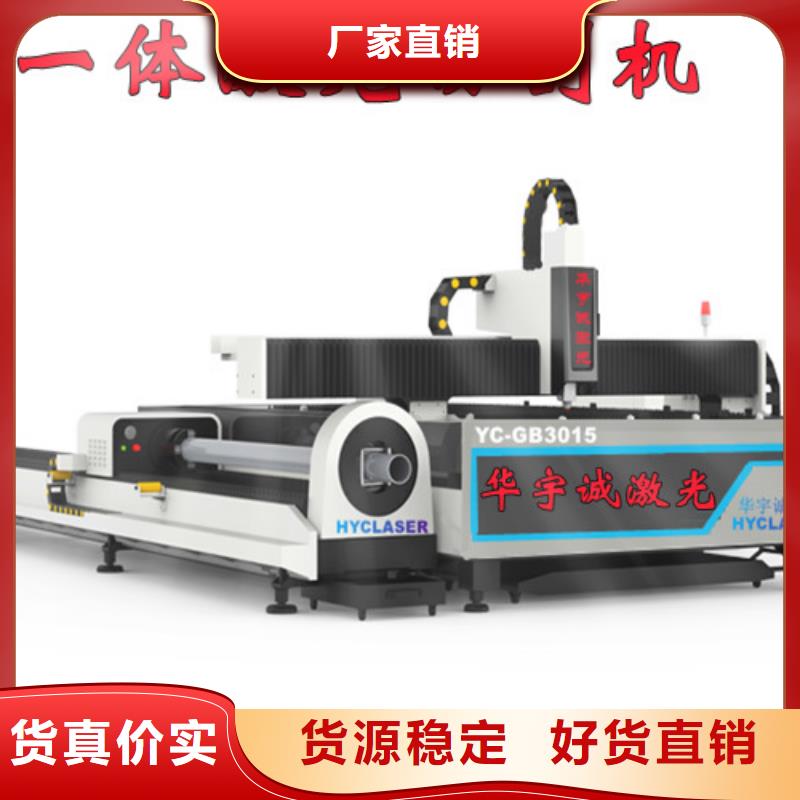
金属激光切割机的核心技术及其特点 如今金属激光切割机的用途比较广泛,不少企业在生产活动中都对金属激光切割机的加工效果非常满意,那么大家知不知道金属激光切割机的核心技术是什么呢?这种激光切割设备的特点有是什么呢?下面我们就一起来了解一下。
金属激光切割机的核心技术有两个,一个是激光器光路系统稳定,经上千次振动实验,激光器光路系统稳定不变; 此外,机械随动切割头,纯机械传动,稳定抗干扰。它的特点有下面几个:
1、切割精度高、稳定性好:采用精密滚珠丝杠传动机构,优化数控系统控制,可满足精密零件加工,且动态性能稳定,可持续长时间工作。
2、切割断面质量好:采用机械随动切割头系统,切割头随板材高低随动,切割点位置始终保持不变,使切缝平整、光滑,断面无需后序处理,适应平面或曲面板材切割。
3、切割幅面大、适应切割材料多,应用广泛:可切割幅面在2500mm×1250mm以内金属板材; 可加工材料有:普通碳钢、不锈钢、合金钢、铝板、铜板、钛板等。
4、性价比高:对于薄板切割可代替CO2激光切割机、数控冲床及剪板机等,其整机成本相当于CO2激光切割机的1/4数控冲床的1/2。
5、激光切割机使用成本低:激光机采用的是YAG固体激光器,使用主要耗材为电能、冷却水、辅助气体和激光灯,平均每小时成本在28元左右。切割速度快、效益高:对普通碳钢的 切割速度为2米/分钟按平均速度1米/分钟,每米8元钱计算除去辅助加工时间,平均每小时可创造产值400元左右,净利润可达350元左右。后续维护费用低廉:本激光机结构简洁,操作方便,激光器运行稳定,维护费用低。
切割精度是衡量激光切割机好坏的一个重要组成部分,但是激光切割精度也不完全取决于设备本身,而是由多方面因素组成,主要有以下几大因素:
1、激光束通过聚焦后的光斑的大小
激光束聚集后的光斑越小,切割精度越高,特别是切缝较小,小的光斑可达0.01mm。
2、工作台的走位精度决定着切割的重复精度
工作台精度越高,切割的精度越高。
3、工件厚度越大,精度越低,切缝越大。
由于激光光束为锥形,切缝也是锥形,厚度0.3MM的不锈钢比2MM的切缝小的多。
4、工件材质对激光切割精度有一定影响。
同样情况下,不锈钢要比铝的切割精度高,切面光滑一些。
加工尺寸有误差是在使用激光切割机进行加工时经常遇到的故障,这个故障既影响了生产效率,又增加了生产成本。造成加工尺寸误差故障的原因主要有一下方面:
1.信号线不正常。此时需要更换信号线。
2.设备和计算机接地不良。此时需要将设备和计算机良好的接地。
3.计算机运行不正常。此时需要修理好计算机或更换计算机。
4.计算机操作系统故障或者感染了病毒。需要重装操作系统或进行病毒查杀。
5.应用软件不正常。这时需要重新安装软件和运动控制卡的驱动软件。
6.供电电源不稳定或由干扰信号。此时需要加装稳压器或排除干扰信号。
7.加工程序编写不正确。此时需要检查并修复加工程序。
8.加工参数设置不正确。要重新设置正确的加工参数。
![[江西]华宇诚数控科技有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[江西]华宇诚数控科技有限公司名片")