| 产品参数 | |
|---|---|
| 产品价格 | 7500/台 |
| 发货期限 | 3天 |
| 供货总量 | 1000 |
| 运费说明 | 供方包 |
| 是否厂家 | 生产厂家 |
| 产品型号 | YCLM-4000 |



数控火焰切割机与数控等离子切割机不同之处对比目前市场的数控切割一般分为两种切割方式:数控火焰切割和数控等离子切割。他们两者之间的不同主要表现在一下几个方面:
1、切割方式的不同。数控火焰切割机火焰切割是利用高温火焰将钢板表面的某一点加热至燃点,并充以高压氧,使之燃烧形成切口的切割方法。而数控等离子切割机等离子弧切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发、,并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
2、切割气体的不同。通常数控火焰切割机切割时需要燃气和氧气,而火焰的可用燃气有三种:煤气,丙烷,乙炔。考虑到实用性和性,目前火焰切割主要采用丙烷气体。而数控等离子切割机切割气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
3、切割厚度不同。数控火焰切割的厚度一般在6-200mm,但是特殊改造后切割厚度可以达到350mm左右。而数控等离子切割的厚度是根据与切割机相配套的电源大小而决定的。
4、切割材料的不同。数控火焰切割一般在市场上普遍用于普通钢板的切割下料,而数控等离子切割所以在很多类型的金属下料中都能使用的上,例如不锈钢、铝板、锰钢板等,Q235板料当然也能够很好的使用。
5、切割速度的不同。在切割速度上,数控火焰切割机比人工切割要快上很多倍。但是与数控等离子切割机相比,又稍慢一些。我们来做一个实验,切割20mm厚的板材,火焰切割速度大约每分钟450mm/min,等离子切割速度大约每分钟1500mm/min。
6、切割效果的不同。在切割效果上数控火焰切割的垂直度要比数控等离子的切割垂直度要好,火焰切割割面是垂直的,等离子切割割面有一定的倾斜。
7、切割成本的不同。火焰切割:前期投入较小,后期成本较多;等离子切割:前期投入较大,后期成本相对少些。两种方式切割成本的不同主要因为火焰切割不需要电源,主要是需要燃气,而等离子切割需要电源和割嘴。
看了上面的对比,我们来总结一下:无论是数控火焰切割机还是数控等离子切割机对比原始的手工切割或者仿形切割要简单效率的多,大大的提高了您的加工效率和减少了您的生产成本。
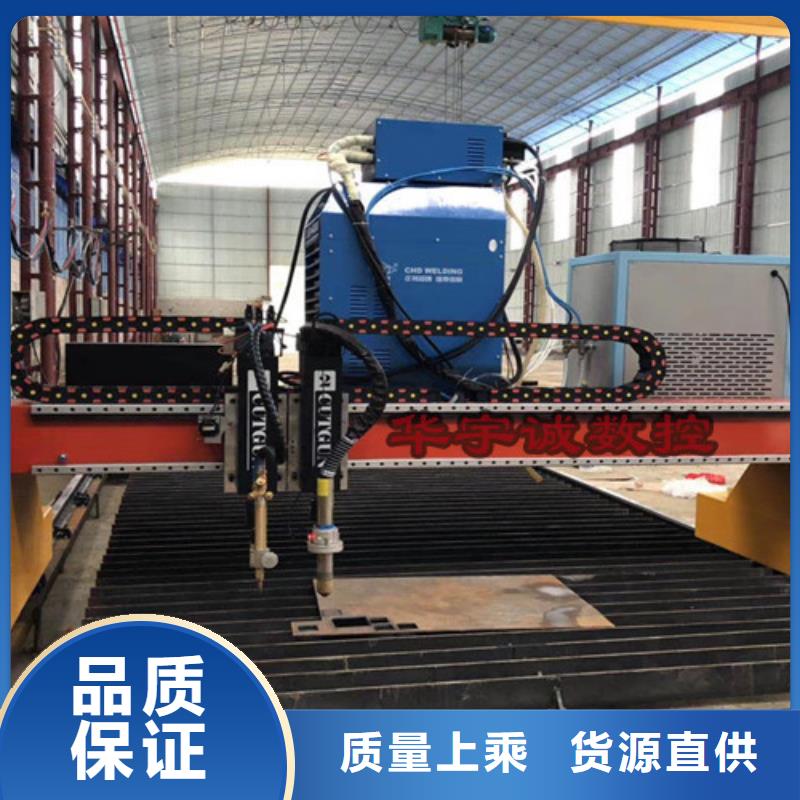
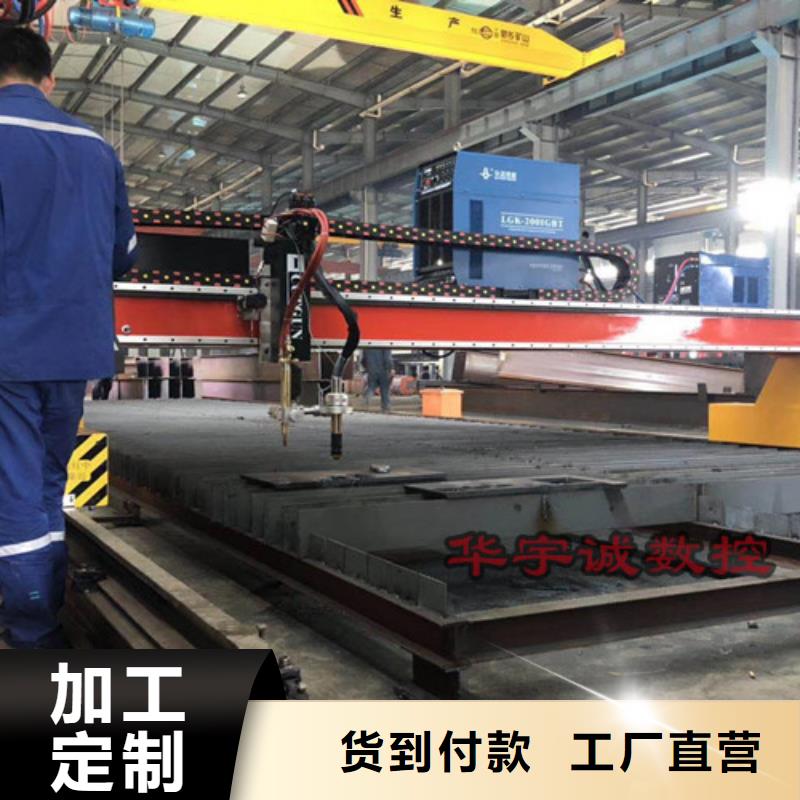
产品介绍:YCLM-3000、4000型标准龙门式数控等离子切割机
该型数控切割机为龙门式数控切割机中的标准机型款,3000机型有效切割宽度为2.2-2.45m(视数控升降体的个数决定),4000机型有效切割机行程可达:3.2-3.45m纵向切割距离可根据用户的加工需求定制加长,标配单火焰或是单等离子割炬或火等两用机型。可根据用户要求配置多把割据(也可以配置多把直条割炬)直条割炬间距小80mm数控割炬间距小200mm,可选配自动调高系统(火焰为电容自动调高、等离子为自动弧压调高)。
整体来看,从市场形势看,激光加工市场正在稳步增长,在宏观经济和产业需求疲软的背景下,激光加工设备凭借其高端加工市场的业务需求仍保持着行业规模的稳定增长。等离子切割机利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。在技术领域,激光加工与传统机床切削等热加工相比,具有多种技术的优势。与市场高端加工要求的高精度、低磨损、率等要求是一致的。数控等离子切割机的工作原理是利用聚焦的高功率密度激光束照射工件,使辐照后的材料能够迅速熔化、蒸发、烧蚀或达到点火点,同时,通过与光束同轴的高速气流将熔化的材料吹走。这样工件就能被切开。与其他热切割方法相比,数控等离子切割机的详细迎风特性如下:
数控等离子切割机由于激光光斑小、能量密度高、切割速度快等优点,具有切割质量好的特点,因此,数控等离子切割机可以获得更好的切割质量。空气等离子切割机利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工设备法。配合不同的工作气体可以切割各种氧气切割难以切割的金属。
数控等离子切割机普遍运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢构造等各行各等离子切割机首要用在金属板材的切割方面,包罗一些运用其他设备无法切割的状况下运用,可针对各类性质分歧的金属资料,包罗不锈钢、合金钢、碳钢、铜和其他有色金属资料。本机可依据需求将板材切割成为复杂的外形。其特点:不变、牢靠、简便、节能、无噪声,切割速度快,割口光亮,无需打磨。操作办法如下:翻开电源开关,使电源开关置在“ON”地位。此时风机开端扭转,表头屏幕显示设定的电流值。调理气压的旋钮至所需的压力,翻开紧缩空气的阀门。按下切割枪上的节制按钮,电磁阀举措,机内能听到高频引弧放电声,还切割枪喷嘴应有气体流出,切割枪喷嘴有等离子弧喷出。依据切割工件的厚度,设定响应的切割电流。将切割枪的铜嘴与工件间隔2mm,按下切割枪上按钮引燃起弧后,机内的高频引弧火花立刻消逝,此时即可开端切割。数控等离子切割机共同分歧的任务气体可以切割各类氧气切割难以切割的金属,尤其是关于有色金属(不锈钢、铝、铜、钛、镍)切割结果更佳;其首要长处在于切割厚度不大的金属的时分,等离子切割速度快,尤其在切割通俗碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光亮、热变形小、简直没有热影响区!数控等离子切割机开展到2012年,可采用的任务气体(任务气体是等离子弧的导电介质,又是携热体,还还要扫除切断中的熔融金属)对等离子弧的切割特征以及切割质量、速度都有分明的影响。
![[曲靖]华宇诚数控科技有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[曲靖]华宇诚数控科技有限公司名片")