| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 型号 | 规格 |
| 材质 | 45# |
| 产地 | 聊城 |


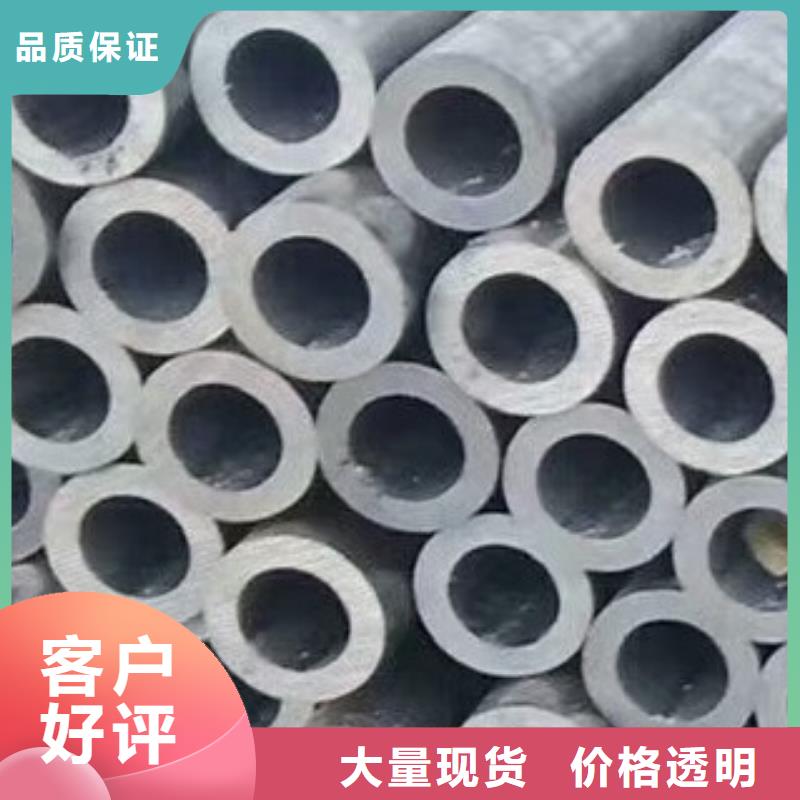
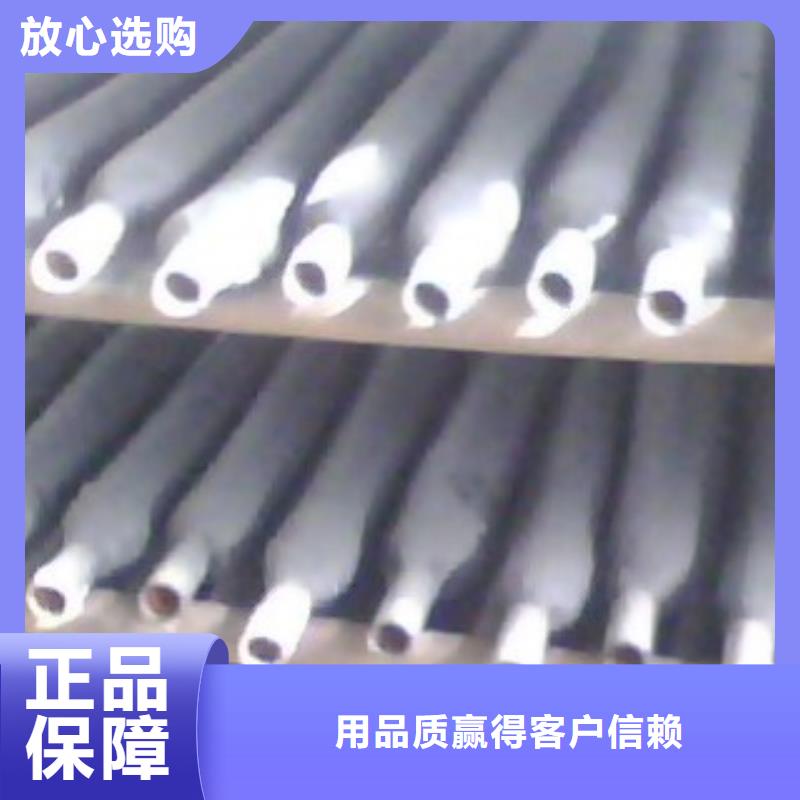
无缝钢管焊条
1.电弧焊连接的管道在放样划线的基础上按矫正管材、切割下料、坡口、组对、焊接、清理焊渣等工序进行施工。
2.坡口加工及清理:]管道的切割坡口一般采用氧-乙炔焰气割,气割完成后,用锉刀干净管口氧化铁,用磨光机将影响焊接质量的凹凸不平处削磨平整。小直径管道尽量采用砂轮切割机和手提式电动切管机切割,然后用磨光机进行管口坡口。
3.管道坡口采用V型坡口,坡口用机械加工或砂轮机打磨,做到光滑、平整。对坡口两侧20mm范围内将油污,铁锈和水份去除,且保证露出金属光泽,保证坡口表面不得有裂纹、夹层等缺陷,并坡口内外侧污物。
4.焊条、焊剂使用前应该按说明书进行烘干,并在使用过程中保持干燥。焊条药皮无脱落和显著裂纹。
5.焊前管口组对:管口组对采用专用的组对工具,以确保管子的平直度和对口平齐度。管道对接焊口的组对必须做到内壁齐平,内壁错边量不可超标;管子组对点固,应由焊接同管子的焊工进行,点固用的焊条或焊丝应与正式焊接所用的相同,点焊长度为10-15mm,高度为2-4mm,且应超过管壁厚的2/3;管道焊缝表面不得裂缝、气孔、夹渣等缺陷;管子、管件对点固时,应保持焊接区域不受恶劣环境条件(风、雨)的影响。



定位:“ 焊管和 焊管解决方案的服务商。
使命:“提供前沿的 焊管,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。


16Mn低温管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
16Mn低温管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装


Q345--综合力学性能良好,低温性能亦可,塑性和焊接性良好,用做中低压容器、油罐、车辆、起重机、矿山机械、电站、桥梁等承受动荷的结构、机械零件、建筑结构、一般金属结构件,热轧或正火状态使用,可用于-40℃以下寒冷地区的各种结构。如结构是强度控制,可考虑采用Q345,如结构是刚度控制,可考虑采用Q235。价格Q345稍贵点,但因其高强度,可节省材料。具体选用可从以上几点综合比较。
在Q345B无缝钢管中加入13%以上的锰,制成高锰钢,那么就变得既坚硬又富有韧性。高锰Q345B无缝钢管加热到淡橙色时,变得十分柔软,很易进行各种加工。另外,它没有磁性,不会被磁铁所吸引。现在,人们大量用Q345B无缝钢管制造钢磨、滚珠轴承、推土机与掘土机的铲斗等经常受磨的构件,以及铁锰锰轨、桥梁等。这样的话它是更加耐高温的!



![[韶关]友丰商贸有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[韶关]友丰商贸有限公司名片")