| 产品参数 | |
|---|---|
| 产品价格 | 低价 |
| 发货期限 | 配货 |
| 供货总量 | 大量 |
| 运费说明 | 商议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |

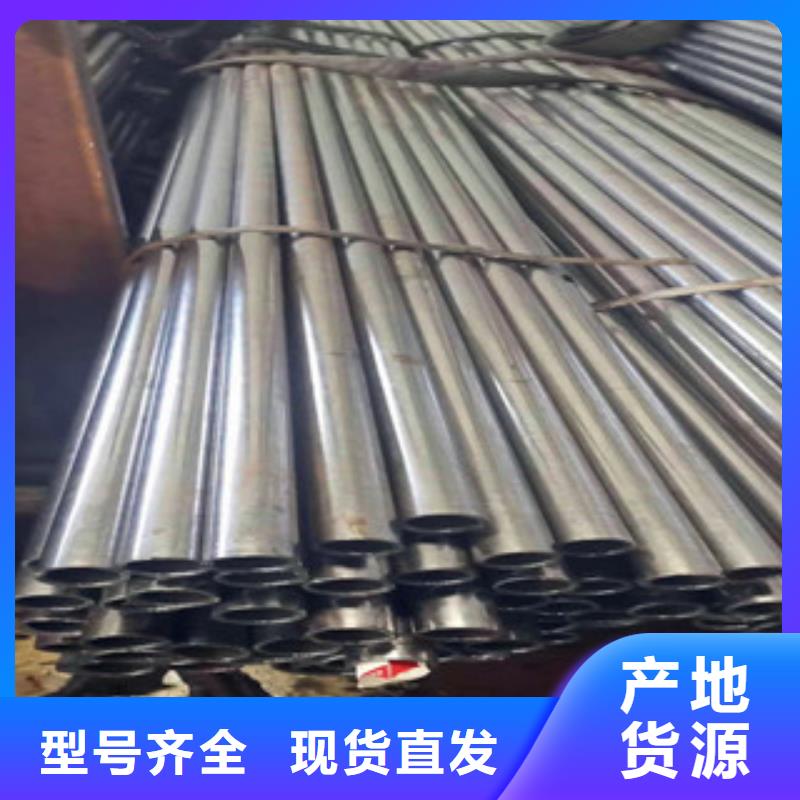
精密钢管的力学性能
不论精密钢管板还是耐热钢板,奥氏体型的钢板的综合性能 ,既有足够的强度,又有极好的塑性同时硬度也不高,这也是它们被广泛采用的原因之一。奥氏体型精密钢管同绝大多数的其它金属材料相似,其抗拉强度、屈服强度和硬度,随着温度的降低而提高;塑性则随着温度降低而减小。其抗拉强度在温度15~80°C范围内增长是较为均匀的。更重要的是:随着温度的降低,其冲击韧度减少缓慢,并不存在脆性转变温度。所以精密钢管在低温时能保持足够的塑性和韧性。


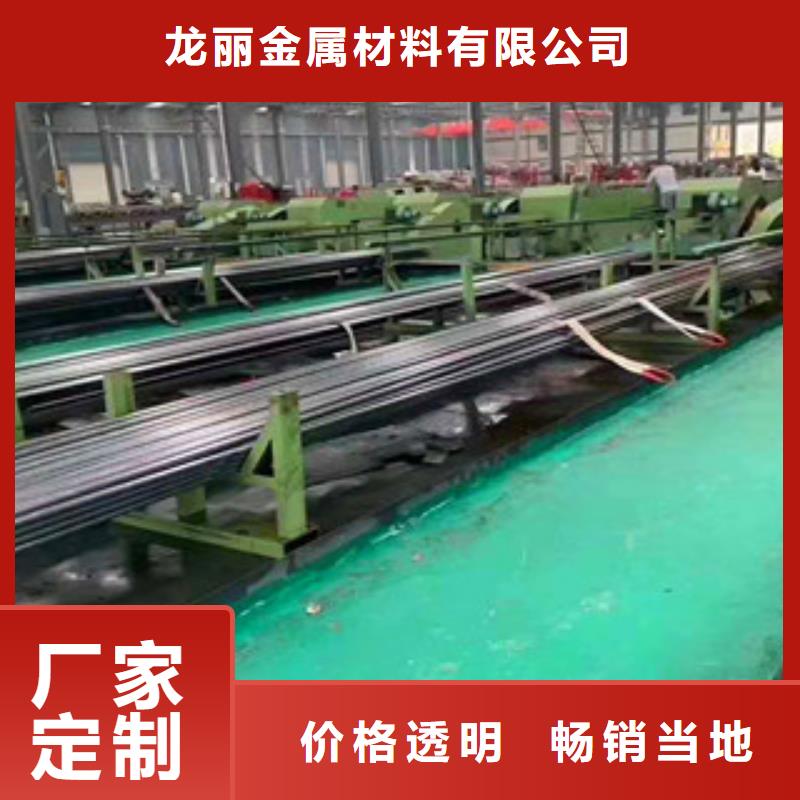
在多机架的减径机中对空心荒管进行的不带芯棒、不带张力的连轧工序,目的是获得小直径的长管材,以扩大产品规格和提高机组生产能力。无张力减径机和纵轧定径机(见管材定径)相同,但减径机的机架数目多达15~22架。
减径机轧制空心荒管的过程如图1所示。管子喂入轧辊后与孔型侧壁abcd四点接触,之后产生压扁变形。压扁变形是指管子截面积不变化,仅形状由圆变为椭圆,属于塑性弯曲。到管子与孔型壁相接触时压扁停止,减径变形开始,直至管子离开变形区。无张力减径机每架变形量较小,一般延伸系数不超过1.03~1.055。轧制薄壁管时变形过大会产生轧折缺陷。(图2)
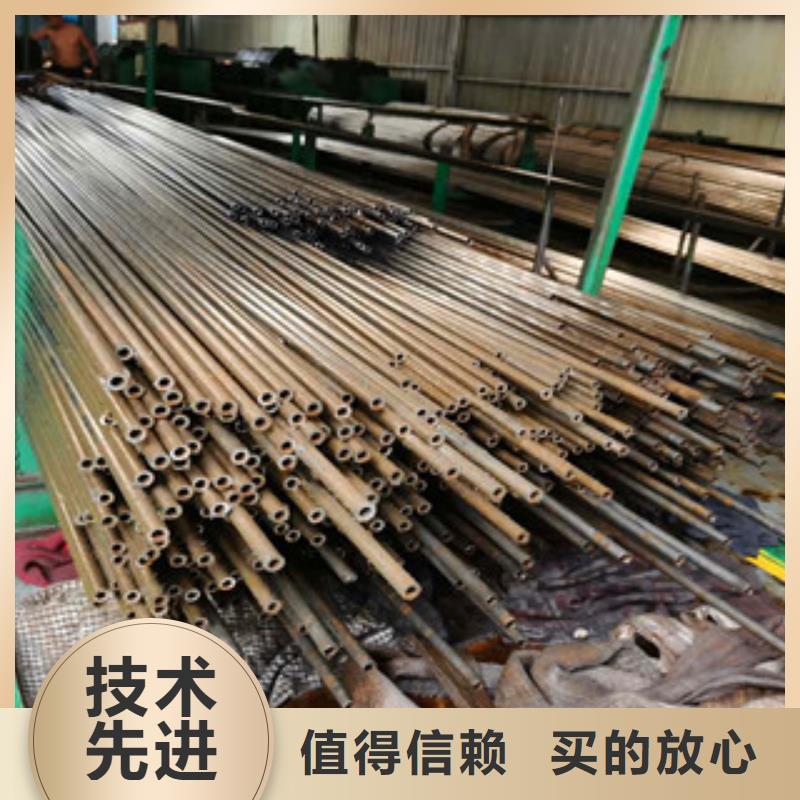
经无张力减径后管壁要增厚,减径前后的壁厚关系可用以下经验公式确定:
对于壁厚小于15mm的成品管
S0=S[1-0.0044(D0-D)]
对于壁厚大于15mm的成品管
S0=S-(D0-D)/14.9
式中D0、D分别为减径前后管子的直径;S0、S分别为减径前后的壁厚。用上式求出的壁厚变化值含有平均值的意义,因为实际壁厚变化沿孔型周边的分布是不均匀的,如图3所示。由图3可见,增厚值以辊缝处(Ⅲ一Ⅲ截面) ,孔型顶部(I—I截面)小,在45。方向(Ⅱ一Ⅱ截面)次之。由于减径机为连轧机,成品管终的壁增厚由各架累积而成,累积后壁厚分布是45。方向处壁厚小。(见图4)



阜阳龙丽金属材料有限公司视科技研发为企业生命力,深谙是人才团队的智慧成就了品牌、品质。为使 精密无缝管产品更趋完美,公司不吝重金聘请一批高级技术顾问和高职称的研究制造人士、高级工程师成立了技术研发中心,用他们的智慧培养员工,加上生产工人孜孜以求的工作态度,注重 精密无缝管每一个生产细节,从而形成了在强势品牌战略中坚不可摧的堡垒。并和众多知名大学建立了良好的产学关系,不断自主创新,保证了新 精密无缝管产品的研发质量和速度。 同时公司可为用户提供项目设计,工艺流程设计,标准和非标准 精密无缝管产品设计及生产。


![[阜阳]龙丽金属材料有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[阜阳]龙丽金属材料有限公司名片")