| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 品牌 | 聊城裕盛 |
| 发货周期 | 1-3 |
| 材质 | 钢 |
| 是否全新 | 是 |


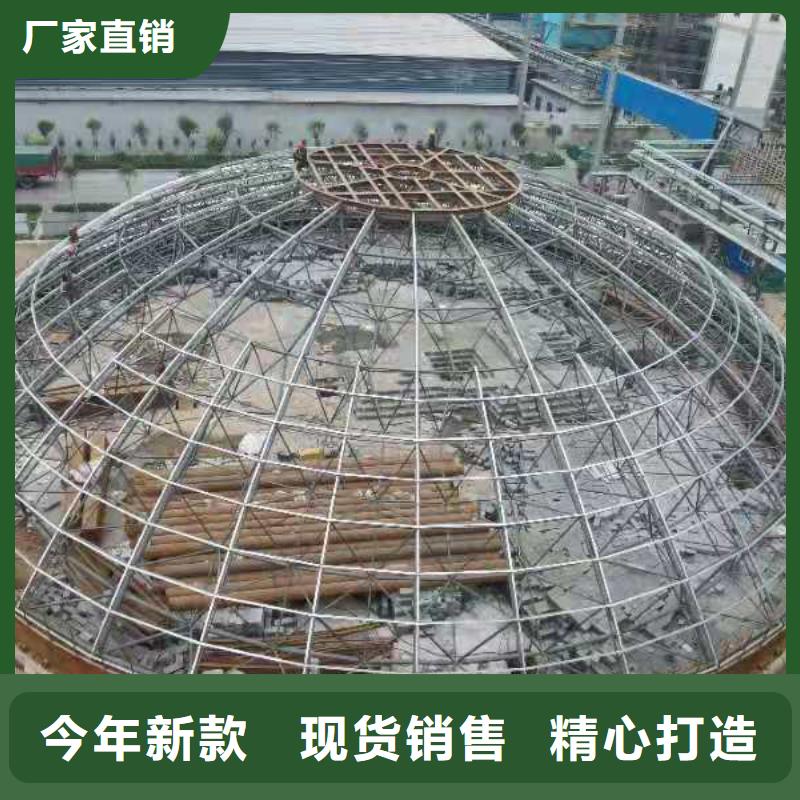
粉煤灰库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
2、库体板方板时,确保场地平整,钢板平铺,同时度提高等级,放线切割时均由专业人员负责,确保方板度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。



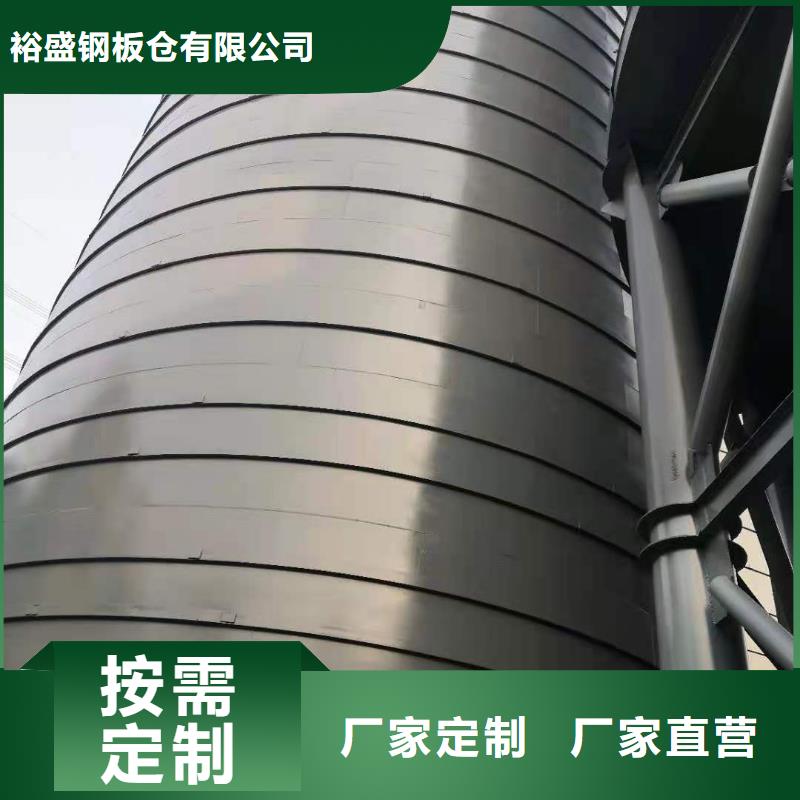
长春裕盛钢板仓有限公司秉承一贯的“精益求精、客户至上”的宗旨,坚持引进消化国内外先进技术、紧密结合用户的需求,研发自有 钢板库产品,打造自有品牌,以严格、科学的管理,经营好研发、生产及销售的每个环节,发扬工匠精神,做好每一款 钢板库产品,在 钢板库的道路上越走越远!


每次空仓后,应对仓体进行检查,仓门密封性是否良好,仓门四周是否有裂开现象,检查加强筋与仓壁连接情况。若为锥底仓,应对锥斗生根部位进行检查,根据检查情况对锥斗进行防腐或其他处理。
每年对直爬梯的安装螺栓进行防松动检查,并检查所用材料有无损坏、根据检查情况进行防腐或其他处理。
做好钢板仓要从细节做起
粉煤灰库的质量现在客户是越来越关注了,谁能把握住钢板仓的质量谁就能赢得更多的客户。天宇钢板仓自成立以来就非常注重产品的质量,领导一再要求钢板仓生产必须从细节开始!钢板仓每次装满或放空时,要检查仓壁是否有变形现象,通廓支腿等处敏感部位要特别仔细观测,并做好检查记录存档。每年检查仓壁锈蚀情况,根据检查情况对仓壁进行防腐处理。



粉煤灰库 是一百多年前在国外得到广泛应用的,我国钢板仓技能起步较晚。1982年,从美国引入镀锌波纹板装配式钢板仓,钢板仓是国内呈现的早的现代化钢板仓群。开展到现在,我国的钢板仓也有了必定的规划。
1.出料孔在廊道正上方,简单排除毛病和修理。
2.单区流化棒长度在5米左右,中心没有接头,毛病率低,且相同风量充气压力高,利于下料。
3.当某一区毛病时能够暂时从其它区出料,不影响出产。
4.下料视点大,力量和重力下料相结合,出料流通,出库率高,包管质料即便长时间贮存仍能正常出料。

![[长春]裕盛钢板仓有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[长春]裕盛钢板仓有限公司名片")