| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
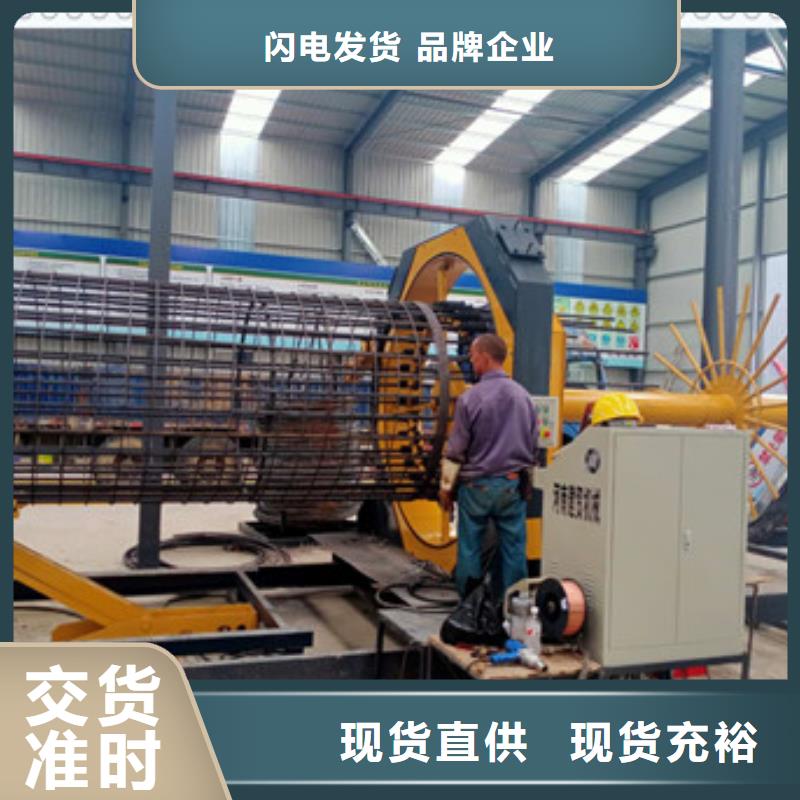
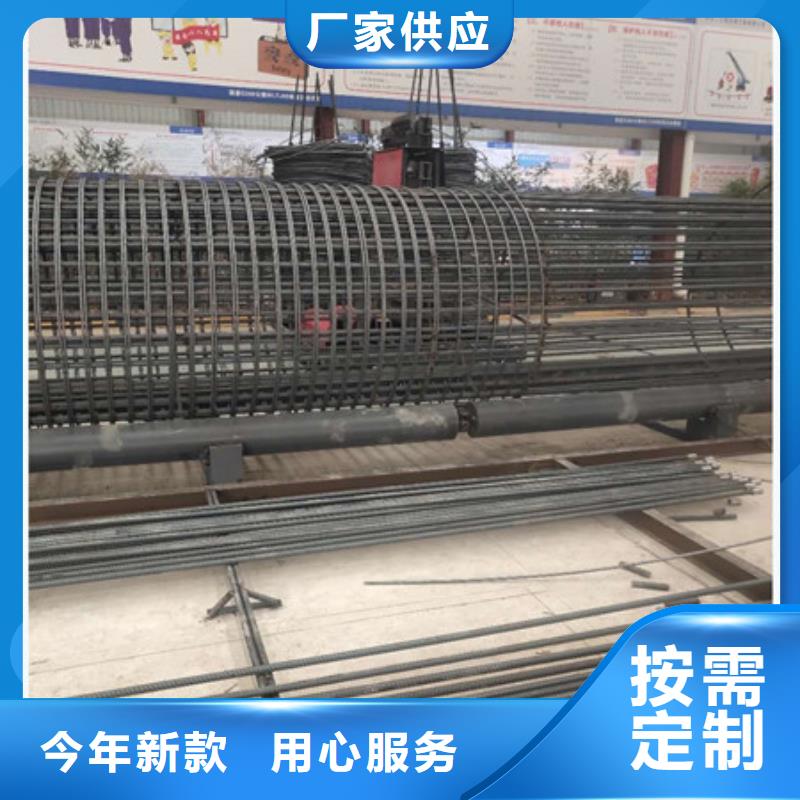
| 名称 | 钢筋笼绕筋机 |
套丝机工作时先把要加工螺纹的管子放进管子卡盘撞击卡紧按下启动开关管子就随卡盘转动起来调节好板牙头上的板牙开口大小设定好丝口长短.然后顺时针扳动进刀手轮使板牙头上的板牙刀以恒力贴紧转动的管子的端部板牙刀就自动切削套丝同时冷却系统自动为板牙刀喷油冷却等丝口加工到预先设定的长度时板牙刀就会自动张开丝口加工结束.关闭电源撞开卡盘取出管子.套丝机还具有管子切断功能:把管子放入管子卡盘撞击卡紧启动开关放下进刀装置上的割刀架扳动进刀手轮使割刀架上的刀片移动至想要割断的长度点渐渐旋转割刀上的手柄使刀片挤压转动的管子管子转动4圈5圈后被刀片挤压切断.40钢筋套丝机在使用过程中应注意以下事项:1、40钢筋套丝机施工人员必须进行技术培训,经考核合格后方可持证上岗操作。2、40钢筋套丝机设备电源必须有漏电保护装置;本机必须有可靠的接地保护,防止漏电伤人;设备停用后应切断设备电源。3、40钢筋套丝机钢筋夹持在台钳上后必须将钢筋夹持紧。加工拐铁钢筋时,正对拐铁处严禁站人,以防因钢筋未夹紧而甩起**。加工中如有钢筋松动应立即停机并将钢筋再次夹紧。钢筋转动时不得用手抓握钢筋,禁止戴手套进行操作。4、40钢筋套丝机滚丝头滚到前限位后不停机时应立即切断电源,不要用手去阻止滚丝头转动。5、40钢筋套丝机滚丝头在运转过程中手不得触摸任何转动部件,如:滚丝头、胀刀触头等。6、设备维修必须有专门人员进行,不得私自进行维修、改装。7、设备在接通电源后不得用手触摸任何带电电器件,以防触电。不得让水等具有导电能力的物质进入电器箱。8、设备在移动及装卸时应平稳,以免倾翻伤人。绕筋机

钢筋自动滚笼机如今早已运用与各大路桥公司,民建施工工地,预应力构件厂等地址,不但能用在建筑钢材的网、梁等生产流水线,还可被用以建筑钢筋矫直、断开等主要用途。 在传统式的钢筋弯箍之中是必须人工服务开展实际操作不但率低,制做出去的箍筋也会出現长短、视角误差并且实际操作生产制造中风险也挺大。 自动式钢筋自动滚笼机特性特性:* 设计方案、牢靠靠谱、结构紧凑、实际操作便捷、性经久耐用、特性平稳。绕筋机* 非常选用加厚型厚钢板,高钢性园盘条铁,功率中速标准电动机,品质更平稳。* 封闭式变速器,超低噪声,配置可变速传动齿轮,高矮二种速率,应用更便捷。
 <长沙>建贸机械设备有限公司
长沙数控钢筋笼缠绕筋机批发选购
<长沙>建贸机械设备有限公司
长沙数控钢筋笼缠绕筋机批发选购
数控钢筋弯箍机是我公司吸取了国内外先进、先进技术的基础上结合HRB400钢筋的实际情况进行设计研制的。该机可以对Φ6—Φ12HRB400热轧带肋钢筋、HRB400热轧带肋钢筋、光圆钢筋和冷轧带肋钢筋进行弯曲剪切。钢筋直螺纹剥肋滚丝机床,将钢筋端部一次进给剥肋滚扎成型。操作简便、可靠,并且能实现按调定的直径和长度到位停机、反转退回。本机采用内结构,其冷却效果更佳。加工某种规格的钢筋只要调定好设备,便可连续加工。钢筋笼绕筋机-技术钢筋笼接长时在确保连接垂直的基础上要加速焊接速度,尽或许会缩短沉放时间,这有利于钢筋笼顺利吊放以及孔底沉渣量;其它,应确保钢筋笼垫层保护块不漏放,钢筋笼垫层保护块好作成半径为垫层厚度的导轮,这既能垫层厚度要求,又能够对孔壁性的。焊接问题是钢筋笼制作里一个比较突出的问题。①碰焊接头错位、弯曲。错位主要是由于碰焊工工作量大,注意力不集中引起的问题,经过提醒并且不定期的抽样检查,碰焊有了明显。②钢筋笼焊接时的咬肉问题。这个问题的产生主要是因为民工队伍技术水平不到位,许多是生手,其次是因为由于电焊工数量不够,由一班人加班加点,疲劳引起的问题。如果更换生手并且配足电焊工的话,问题就会解决。钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。模板可根据不同工程钢筋笼的设计进行更换客户自已找地方制作。
 数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。

1.按要求接好电源线和接地线,接通电源。电源为三相380V50Hz的交流电源,为保身请使用带漏电保护功能的自动开关。2.冷却液箱中,加足溶性冷却液(严禁加油性冷却液)。1.接通电源。检查冷却水泵工作是否正常。2.操作按钮,检查电器控制系统工作是否正常。1.根据所加工钢筋的直径,调换与加工直径相适应的滚丝轮。2.调换滚丝轮的同时,调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性。3.滚丝轮与加工直径相适应后,将与钢筋相适应的对刀棒插入滚轧头中心,调整滚丝轮使之与对刀棒相接触,抽出对刀棒,拧紧螺钉,压紧齿圈,使之不得移动。4.对于固定定位盘的设备根据所加工钢筋直径,调换与加工直径相适应的定位盘(定位盘上打印有加工直径)。对于可调整定位盘的设备按定位盘刻度调整到相应的刻度,当剥肋刀磨损时还需要进行微调。5.根据所加工钢筋规格,调整剥肋行程档块的位置,直螺纹滚丝机是采用剥肋滚压先进工艺,对钢筋加工连接端直螺纹的机器。经过直螺纹滚丝机加工过的钢筋可以与直螺纹金属纤维紧密的连续在一起,在力学上性能好。可以提高抗拉强度20%-30%、抗疲劳强度提高40%-60%、抗腐蚀性能提高50%-200%,经过直螺纹滚丝机加工过的钢筋在连接强度和性能上都要高于钢筋母材,钢筋接头力学性能达到并超过国内外标准。钢筋直螺纹滚丝机的工作原理根据钢筋直径调整好滚丝机上的滚丝轮、剥肋刀片,然后用滚丝机上的钳子将要滚丝的钢筋固定好,转动滚丝机机头前进的控制轮。机头将钢筋剥肋、三个滚丝轮对钢筋进行转动挤压,形成丝扣,然后反向转动滚丝机机头前进的控制轮,退出机头。由于丝扣是挤压出来的而不是车床车出来的,所以丝扣部分的强度要高于钢筋母材。钢筋直螺纹滚丝机用途绕筋机
![[长沙]建贸机械设备有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[长沙]建贸机械设备有限公司名片")