| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
娄底纵横机械制造有限公司位于空港产业集聚区。地理位置优越,环境优美,交通便利。本公司依靠专业技术、精良的装备、素质高的员工,以"诚信、友爱、高效、创新"的企业精神,追求产品品质,竭尽全力为用户提供满意服务。通过不断进取、创新、开拓以性能的产品,合理的价位,真诚的服务使我公司生产的产品成为用户的品牌!公司主营产品【钢衬塑管道】,公司科技开发力量雄厚,生产设备精良,工艺流程专业,质检监督机构齐全。 公司以“顾客至上,开拓进取”为企业精神,以“互惠互利,共创双赢”为经营理念。坚持以诚信为本,顾客至上为服务宗旨, 真诚与您合作,竭诚为您服务。


丁基橡胶是合成橡胶的一种,由异丁烯和少量异戊二烯合成。制成品不易漏气,一般用来制造汽车、飞机轮子的内胎。丁基橡胶是异丁烯和异戊二烯的共聚物,它在1943年投入工业生产。
丁基橡胶,简称ⅡR,是Isobutylene Isoprene Rubber的缩写。具有良好的化学稳定性和热稳定性,最突出的是气密性和水密性。它对空气的透过率仅为天然橡胶的1/7,丁苯橡胶的1/5,而对蒸汽的透过率则为天然橡胶的1/200,丁苯橡胶的1/140。因此主要用于制造各种内胎、蒸汽管、水胎、水坝底层以及垫圈等各种橡胶制品。
1943年,美国埃索化学公司首先实现了工业化生产。此后,加拿大、法国、苏联等也相继实现了丁基橡胶的工业化生产。80年代初,世界丁基橡胶生产能力约为650kt,占合成橡胶总产量约5%。
丁基橡胶的优点:
⑴透气性
气体在聚合物等分散速度与聚合物分子的热活动有关,丁基橡胶分子链中侧甲基陈列密集,限制了聚合物分子的热活动,因而透气率低,气密性好。
⑵热不变性
丁基橡胶硫化胶具有优异的耐热不变性,硫磺硫化的丁基橡胶可在100℃或稍低温度下于空气中长时间运用,用树脂硫化的丁基橡胶运用温度可达150℃∽200℃。丁基橡胶的热氧老化属降解型,老化趋势为软化。
⑶吸能性
丁基橡胶分子构造中短少双键,且侧链甲基散布密度较大,因而具有优胜的接收震动和冲击能量的特征,在很宽的温度局限内(-30∽-50℃)丁基橡胶的回弹特征都不大于20%,这标清晰清楚明了丁基橡胶的接收机械功用的才干优于其它橡胶。丁基橡胶在高变形速度下的阻尼性质是聚异丁烯链段所固有的,在很大程度上,它不受运用温度、不饱和度程度、硫化外形和配方改动的影响。因而,丁基橡胶是那时较为理想的隔音减振资料。
⑷低温性
丁基橡胶分子链空间构造呈螺旋状,固然其甲基较多,但散布在螺旋两侧的每一对甲基彼此都错开一个角度,所以丁基橡胶分子链仍相当和婉,玻璃化温度较低,弹性也较好。
⑸耐臭氧和老化
丁基橡胶分子链的高饱和度使之具有很高的耐臭氧性,和耐天候老化性。耐臭氧功用约优于自然橡胶,是丁苯橡胶的10倍。
⑹化学不变性
丁基橡胶的高饱和构造,使之具有较高的化学不变性。丁基橡胶对大都无机酸和有机酸都具有优胜的抗腐蚀性,固然它不耐浓氧化酸,如硝酸和硫酸,然则能耐非氧化酸和中等浓度的氧化酸,并耐碱溶液和氧化恢复溶液。在70%的硫酸中浸泡13周后,丁基橡胶强度和伸长率简直没有损丢失,而自然橡胶和丁苯橡胶功用已严厉下降。
⑺电功用
丁基橡胶的电绝缘性和耐电晕功用比浅显组成橡胶好,体积电阻率比浅显橡胶高10∽100倍,介电常数为(1kHz)为2∽3功率因数(100Hz)为0.0026。
⑻吸水性
丁基橡胶的水浸透率极低,在常温下的吸水率比其它橡胶低,仅为后者1/10∽1/15。
丁基橡胶的缺点主要包括:
,硫化速度慢, 与天然橡胶等高不饱和橡胶相比, 其硫化速度慢3 倍左右, 需要高温或长时间硫化;
第二,互粘性差, 须借助于增粘剂、增粘层改善与其它橡胶的粘合, 且粘合力较低;
第三,与其它橡胶相容性差, 一般仅能与乙丙橡胶和聚乙烯等并用;
第四,与补强剂之间作用弱, 与不饱和橡胶相比, 丁基橡胶与补强剂之间作用较弱, 需要进行热处理或使用添加剂, 以增加橡胶的补强作用, 提高拉伸强度、定伸应力、弹性、耐磨和电绝缘性能等。
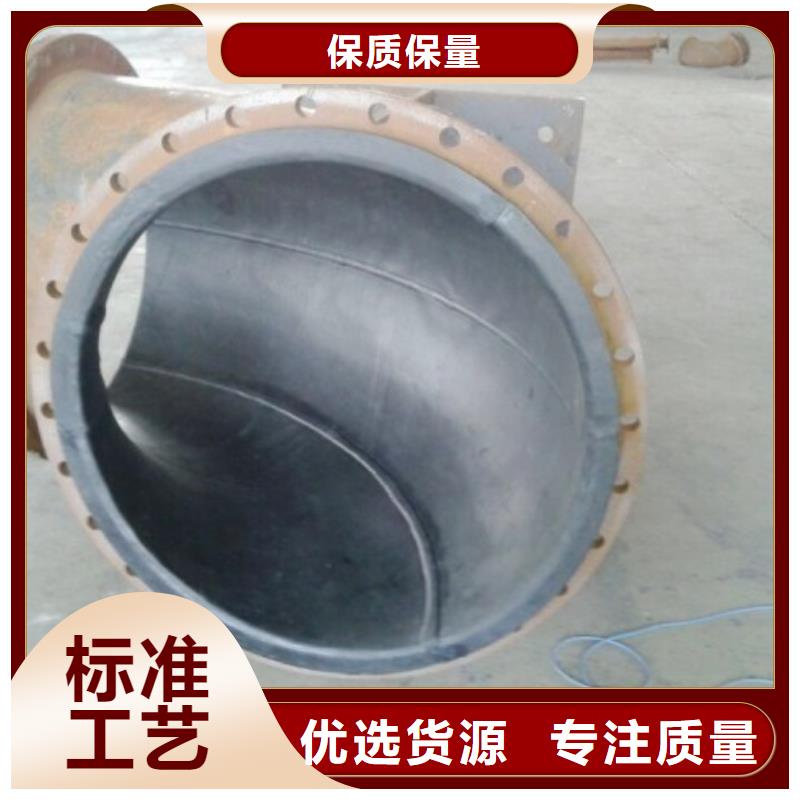
洛阳纵横制造生产各种衬胶管道,丁基橡胶刚管,丁基橡胶管件,钢衬丁基橡胶是属于防腐脱硫橡胶的一种,主要应用在电厂脱硫方面,用于输送石膏浆液等高温且腐蚀性较大的浆体颗粒一类介质。耐磨性能和耐高温性能都非常好,目前电厂脱硫管道基本是都是选用这种管材。钢衬丁基橡胶将钢管和丁基橡胶板的性能合二为一,借助钢管的物理性能再加上 胶板的橡胶的耐高温,抗冲击,高耐磨,卫生无毒等特性,被广泛应用到电厂,化工厂等领域。



衬胶工艺操作流程
一、冷粘工具和清洗剂
1. ![]() 刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
二、胶板粘接程序
1. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
2. 橡胶和橡胶粘接
a. 均匀涂一层配好的粘合剂于粘接表面,并晾干10至15分钟;
b. 再均匀涂第二层配好的粘合剂,至粘接面不粘手,再将粘接面叠合;
c. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
d. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
3. 橡胶与金属铁板粘接
a. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
b. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
c. 涂金属底油,约2小时晾干,如 层太薄可涂第二层;
d. 粘接步骤同第3条a 至d 项。
4. 注意事项
a. 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b. 底油的用量为每升可涂4平方米;
c. 粘合剂的用量为每升可涂1.5平方米;
d. 每升粘合剂在使用时需配入52克固化剂。
三、橡胶粘接检验标准(现场制作)。
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、槽体与橡胶粘接后表面达到:
1、平整 2、光滑 3、无气孔 4、无凹陷 5、无死角。



丁基橡胶板材料物理特性
| 項 目 | 単 位 | 数 値 | 测试方法 | |
| 拉力强度 | MPa | 80以上 | 依据JIS K 6251 | |
| 伸长率 | % | 300 | 依据JIS K 6251 | |
| 硬度 | HA | HA57±7 | 依据JIS K 6253 | |
| 粘接强度 | KG/CM | 6 | 依据JIS K 6256 (90度剥离法) | |
| 热变形温度 | ℃ | 130 | 依据JIS K 6251 | |
| 使用温度 | 液体中 | ℃ | 100 |
|
| 气体中 | ℃ | 110 |
| |
衬胶管道质量检定与处置检查方法
| 区分 | 检查项目 | 判定基准 | 不合格品的处置 | 检查方法 |
| 制品检查 | 尺寸及 规格 | 是否按衬胶管道、管件清单或图纸进行 | 修补 | 卷尺 游标卡尺 型测厚仪 |
| 外观 | 1)认为在粘接上对使用有害 2)搭边部无用手指轻易剥离部分 3)认为对使用上有害的缺陷 | 修补 | 目视 | |
| 硬度 | 丁基胶(B-5)HA57±7 (测定温度:23±2℃) | 再硫化 | A型硬度计 | |
| 厚度 | 在指定厚度的0~+25%以内 4.0mm~5.0mm |
| 游标卡尺 型测厚仪 | |
| 孔眼缺陷 | 无 | 修补 | 电火花测试仪 | |
| 打诊 | 无异音 | 修补 | 打诊棒 | |
| 特别 事项 | 将对工艺上造成严重影响部位不修补 小口径配管(DN100以下)的接液 面上有缺陷处不修补 修补处占衬里总面积的0.5%以 上或每米在4处以上时 | 重新衬里 |
| |
![[娄底]纵横机械制造有限公司名片](http://ypmimg.qy55.com/UploadImg/1296/new_card.jpg "[娄底]纵横机械制造有限公司名片")