| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 10000 |
| 运费说明 | 2 |
| 品牌 | 山东聊城 |
| 产地 | 聊城 |
| 用途 | 机械配件,设备配置 |
| 产品特色 | 精确度高,灵活度大,价格公道 |
| 规格 | 标准 |
| 可售地 | 全国 |
| 联系方式 | 电话 |


对此采取的工艺措施为:①改变加工工艺,先折弯再剪切。② 改变零件设计图纸和加工工艺,在开裂位置慢速钻孔防止形成内应力或释放内应力,或者加大折弯半径。.改变零件设计图纸,在开裂位置钻孔,防止形成内应力或释放内应力③在开裂部位采取应力措施,比如用火焰烘烤该位置,温度控制在150-200℃左右,加热烘烤宽度和时间根据材料厚度和开裂深度具体情况而定,切忌把钢材烘烤过度改变了材料组织性能。
折弯开裂的起因还有很多,比如材料的夹杂物、偏析严重,牌号选择错误,或者折弯磨具设计、润滑工艺、弯曲半径、弯曲角度设计不合理等,今天就只说这两点,希望对大家在加工、贸易过程中有所帮助。
关于钢材的问题是千变万化的,从基础上去了解钢材往往很多问题会迎刃而解,当然,也不仅仅是材料上要了解,加工、仓储、物流等整个链上的知识也要了解,总之,一句话“学无止境,只有知钢懂钢,才能更有竞争力”。
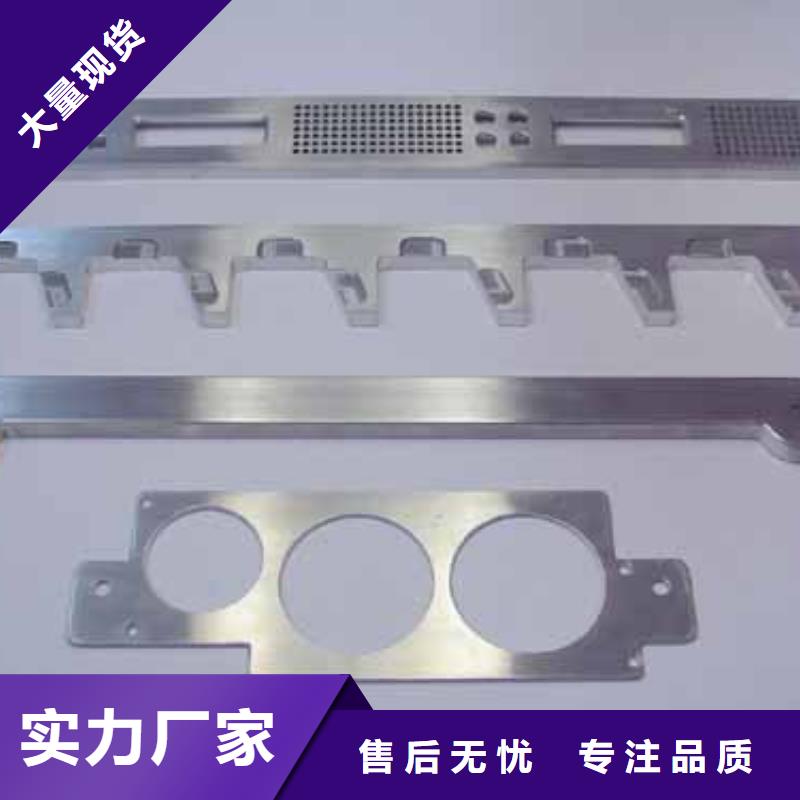
大润激光切割打孔钢板折弯方矩管打孔



滁州亚电物资有限公司专业从事 无缝方矩管为主导的企业。公司整合国内、外先进技术,结合市场实际情况,做到技术不断、产品不断更新,成功研发出 无缝方矩管系列产品。公司实力雄厚,不仅拥有一支年轻并高素质的研发团队——学习与创新、挑战与突破、全力开拓创造z u i优质的产品是我们坚持不懈的使命;而且拥有一支专业及有着资深市场背景的精英管理团队——凭借多年的品牌运营及管理经验我们只进不退,自信地走在行业的尖端,公司秉承“遵诚守信”的经营理念在发展中逐步壮大,公司也一如既往的坚持“只有客户的满意,才有我们的成功”的方针,以帮助客户获取经济效益和社会效益为已任,旨在通过公司科学、专业、真诚的服务来建立客户与市场的z u i佳沟通渠道,把客户有限的资金进行z u i经济的策划和设计,让客户以z u i低的投资成本,达到z u i佳收益的目的。


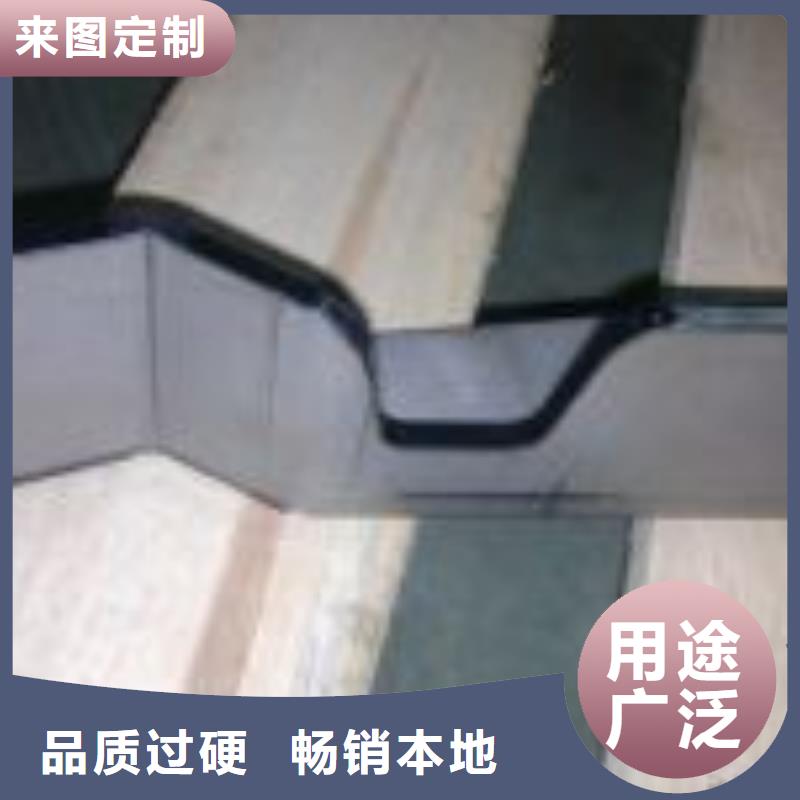
随着折弯件在机械、钢结构、车辆工程等领域上的广泛应用,为满足其产品质量和生产需要,其质量标准也逐渐提高。数控折弯机在冷态下可利用所配备的通用模具(或专用模具)将金属板材折弯成各种所需要的几何截面形状的工件,但是折弯工艺的不合适又会引发一系列的问题,比如折弯开裂。
关于钢材标准要求方面的介绍请参考文章《如何正确解读“折弯开裂”》,今天我们要说的是因为折弯工艺引起的开裂及其解决措施。
(1)毛刺或细小裂纹引起开裂:材料经剪切或冲裁后,在边缘常出现毛刺或细小裂纹,弯曲时易形成应力集中而被折裂,通过图1可见工件折裂时剪切面(带毛刺面)向外,开裂位置发生在工件的剪裂带和揉压带。
大润激光切割打孔钢板折弯方矩管打孔



折弯有许多类型的折弯机,钣金加工,根据旋转方式可分为机械式(伺服电机)和液压控制系统可分为简单的手动折弯机、折弯机、普通家用数字定位,和全功能的数字程序控制折弯机,按作用可分为分为4个部分,钢板折弯加工订做,8轴,12轴折弯机等。
无论机器是否干净,有无障碍的滑道,和以下程序之前可以进行确认。
然后决定你需要折叠哪种产品,你使用什么模具,选择模具时,钢板折弯加工,把机器拿下来。
成形方法也不同。折弯加工一次成形回弹大于多次成形。
材料屈服强度越大,弹性回复量越大。为了获得弯曲件的90度角,压刀的角度必须较小。相对于碳钢,同样厚度的不锈钢弯曲角度较大,这一点应特别注意,否则会出现弯曲裂纹,钢板折弯加工价格,影响工件的强度。
在单位尺寸下,板厚越大,所需弯曲力越大,随着板厚的增加,弯曲设备在弯曲设备的选择中所需的弯曲力越大;
板厚设计和弯曲半径的对应情况,根据弯曲件展开尺寸的矩形和减二厚度满足设计要求的经验,根据计算膨胀量可以简化计算过程,大大提高了生产效率的经验公式;
激光切割打孔钢板折弯

![[滁州]亚电物资有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[滁州]亚电物资有限公司名片")