| 产品参数 | |
|---|---|
| 产品价格 | 面议/个 |
| 发货期限 | 随到随学 |
| 供货总量 | 9999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 产品产地 | 石家庄+ |
| 加工定制 | 是 |
| 河北德玛数控培训 | 包教会 |
| 河北德玛数控培训 | 学会为止 |
| 河北德玛数控培训 | 自办工厂 |
| 河北数控数控培训 | 边学边练 真机实践 |

河北德玛数控编程培训学校课程时间:
白班、晚班、业余制班、周末班、一对一定制课程(详情请咨询顾问)
具体上课时间学员根据自身时间安排选择报班。
课程周期:
课程周期长短以学员实际所报班级为准,一对一课程和培训老师沟通安排。
课程收费:
因学员自身基础和所要学习达到的程度、报班时间长短等客观因素不等,我们开设有不同的班级,费用有所区别,费用以学员所报班级为准,学员根据自身要求选择报班,如有疑问请咨询报名老师。
不同时间校区有不同的优惠活动,详细优惠以当时参加的优惠活动为准。
预约试听体验课程:
学员如需参加体验课程,至少需一周和顾问预约体验课程,提供给顾问参加学员姓名+电话+课程+所在地区,顾问会及时登记预约就近校区体验课程,预约后顾问会通过电话或短信及时通知学员。
我们竭诚为您服务,如需帮助或了解优惠活动,请在线联系顾问,顾问会第①时间安排课程老师电话和您沟通介绍!
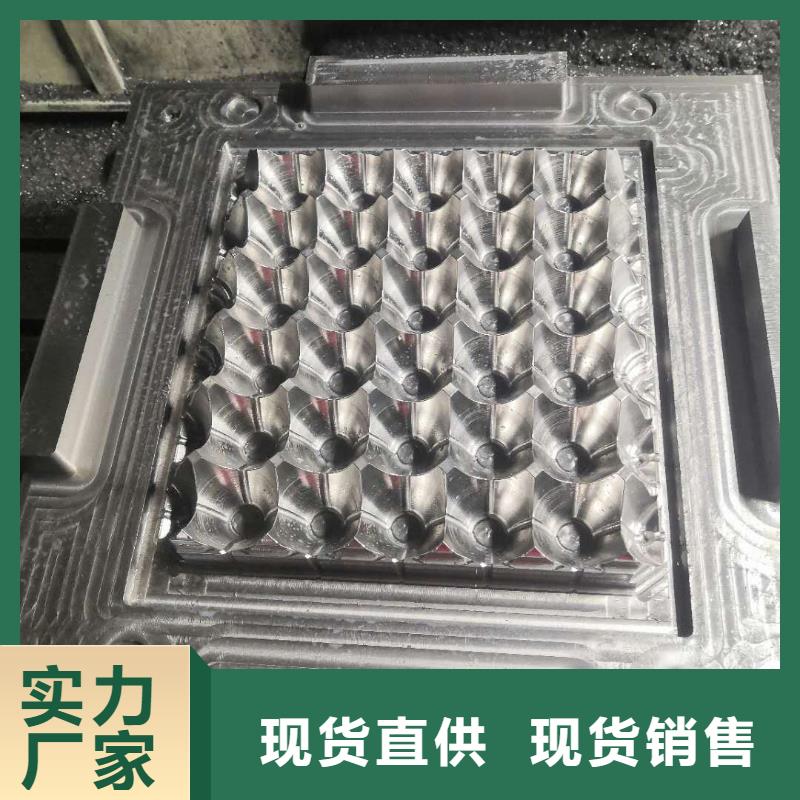
河北德玛数控编程培训学校整理 CNC加工中心编程步骤详细介绍?使用CNC加工中心,必然要经过培训,考核合格后才能上岗操作CNC加工中心,这也是为了生产,更是为了自身的。CNC加工中心的使用,必然涉及到一些编程操作。大家一听编程,就觉得很难,其实不是这样的。CNC加工中心的编程,是经过优化的,操作难度并不是那么的难。正确使用CNC加工中心,保证设备的正常运行。今天我们具体说下nc加工中心编程操作初学者必看。
CNC加工中心编程操作前需要学习的内容?
1、熟悉钻、铣、bai镗、磨、刨床的结构、工艺特点,
2、熟悉加工材料的性能。
3、扎实的DAOJU理论基础知识,掌握DAOJU的常规切削用量等。
4、熟悉本企业的工艺规范、准则及各种工艺加工能达到的一般要求,常规零件的工艺路线。合理的材料消耗及工时定额等。
5、收集一定量的DAOJU、机床、机械标准的资料。特别要熟悉数控机床用的DAOJU系统。
6、熟悉冷却液的选用及维护。
7、对相关工种要有常识性的了解。比如:铸造、电加工、热处理等。
8、有较好的夹具基础。
9、了解被加工零件的装配要求、使用要求。
10、有较好的测量技术基础。
CNC加工中心编程步骤详细介绍?
数控编程分为手工编程和自动编程。自动编程就是用电脑软件如Mastercam,UG等进行编程,经过处理后生成加工程序。当然现在手工编程已经很少,都是用电脑软件编程,但是我们也应该懂点手工编程。对于简单的钻孔或铣孔还是应该会的,有时候电脑软件编出的程序,我们还要检查或修改一下,没有一点手工编程的基础也看不懂程序啊!

河北德玛数控编程培训学校整理首先必须了解数控的意义,数控也就是数字掌握,通过特定处理方法下的数字信息掌握机械安装的举措,数控中处理短信息离不开盘算机,通过盘算机进行掌握的技巧,就叫数控,而我们要学的数控特指用于机床加工中的数控,也就是机床数控,数控的分类 晚期的数控机床是固定接线的硬件构造。由各种逻辑元件、记忆元件组成随机逻辑电路的方式来安装NC。这叫做硬件数控。用这种技巧实现的数控机床也叫NC机床。 而CNC,又叫做盘算机数控,采取微处理器或专用微机的数控体系,由事前寄放在存储器里的体系次序(软件)来实现掌握逻辑,实现局部或分部数控功用。加工中心以高精度、高可靠性、率、可加工复杂曲面工件等特点得到广泛应用,但若选型不当,则不能发挥其应有的效益,而且加工中心大多价格昂贵,会带来很大的成本压力,广义的选型主要包括机型选择、数控系统选择、机床精度选择、主要特征规格选择等,其中机型选择和数控系统选择风险,机床精度和主要特征规格选择次之,故要减少选型风险。可从以下几方面着手,盘、套、板类零件:带有键槽,或径向孔,或端面有分布的孔系,曲面的盘套或轴类零件,如带法兰的轴套。带键槽或方头的轴类零件等。还有具有较多孔加工的板类零件。如各种电机盖等,端面有分布孔系、曲面的盘类零件宜选择立式加工中心。
河北德玛数控编程培训学校整理所以要针对所使用的机床选择正确的后处理格式才能保证编出来的程序可以运行,十二 问:什么是DNC通讯,答:程序输送的方式可分为CNC和DNC两种。CNC是指程序通过媒体介质(如软盘。读带机,通讯线等)输送到机床的存储器存储起来。加工时从存储器里调出程序来进行加工,由于存储器的容量受大小的限制。所以当程序大的时候可采用DNC方式进行加工,由于DNC加工时机床直接从控制电脑读取程序(也即是边送边做)。所以不受存储器的容量受大小的限制,切削用量有三大要素:切削深度主轴转速和进给速度,切削用量的选择总体原则是:,少切削快进给(即切削深度小进给速度快)。
![[唐山]德玛科技信息有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[唐山]德玛科技信息有限公司名片")