| 产品参数 | |
|---|---|
| 产品价格 | 2980/个 |
| 发货期限 | 不限 |
| 供货总量 | 600 |
| 运费说明 | 自理 |
| 培训方式 | 全日制线下脱产学习,以实践为主 |
| 学期 | 1个月、4个月、8个月、1年、3年 |
| 学费 | 学期不同,收费不同,具体电话咨询 |
| 授课地点 | 保定市南二环1956号 |
| 开课日期 | 随到随学 |
| 招生条件 | 面向全国,14周-60周不限男女,均可报名 |


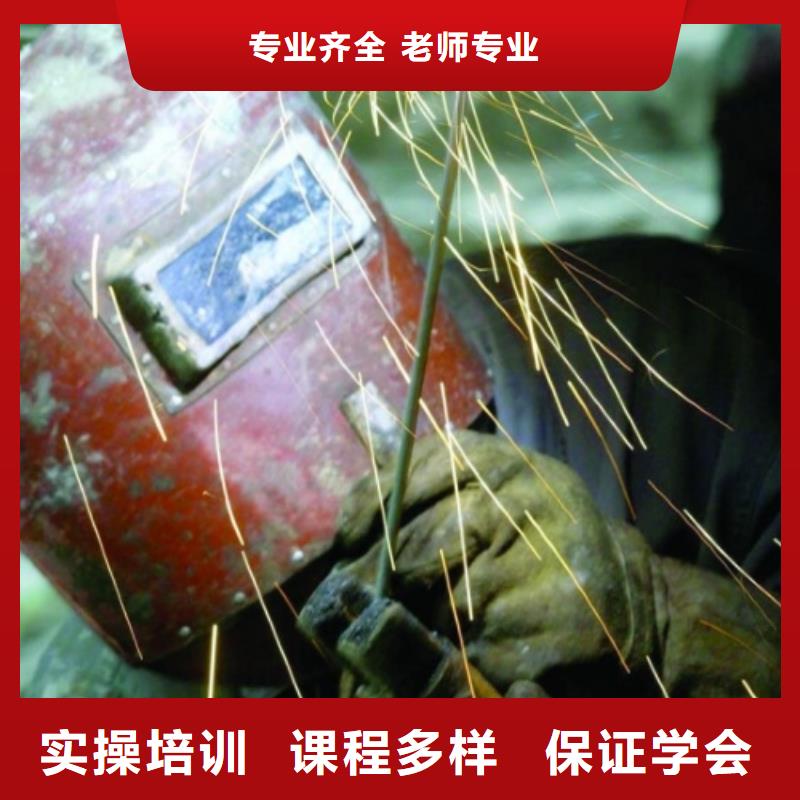
看得清楚焊条熔化后的铁水对学电焊有很大的帮助,学得也会更快。
1。焊接电流的调节,仰焊、立焊和平焊的电流是不一样的。
2。运条速度的控制,焊条运行速度得平稳、匀速。
3。焊弧长度的控制。基本的方法是焊条后倾70-80度电弧距离是焊条的直径主要是手要稳不要抖焊条点燃后,注意焊条前点与被焊体保持火柴头那大的距离,沿着被焊接缝处,以画圈的方式均匀划动,这样出来的焊纹可成鱼鳞状,好看又结实。电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
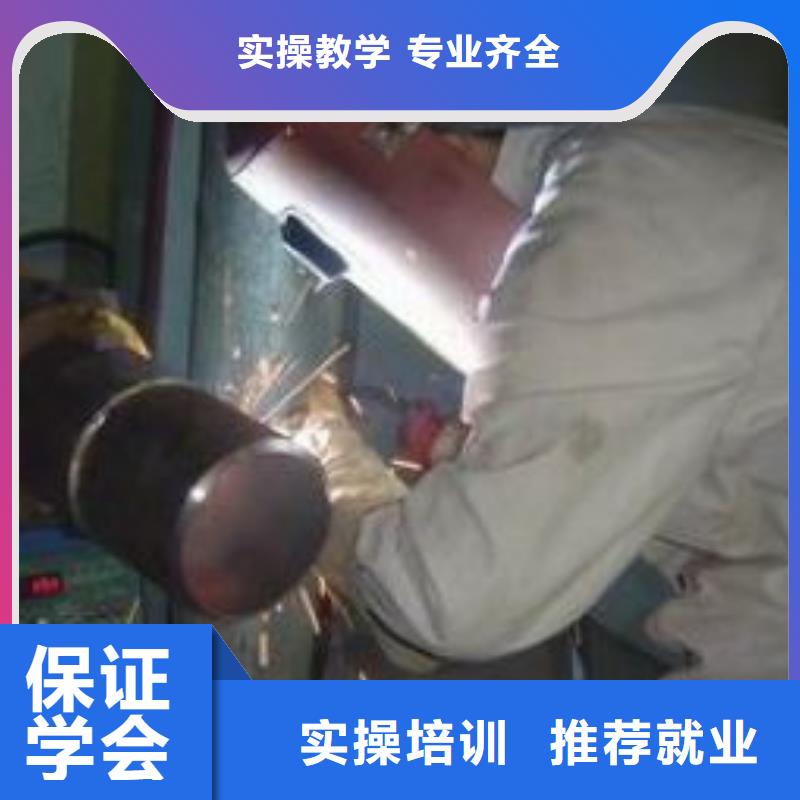
CO2气体保护焊:
是用CO2作为保护气体,依靠焊丝与焊件之间的电弧来熔化金属的一种气体保护焊方法,简称CO2焊。
CO2焊的焊接过程:电源的两输入端接在焊枪和焊件上。盘状焊丝由送丝机构带动,经软管和导电嘴不断地向电弧区域送给;同时CO2气体以一定的压力和流量送入焊枪,通过喷嘴后,形成一股保护气流,使熔池和电弧不受空气的侵入。随着焊枪的移动,熔池金属冷却凝固而成焊缝,从而将被焊的焊件连成一体。
保定虎振学校的老师提醒想找焊接培训学校的朋友们,到学校实际考察一下学校的教学规模、教学设备以及师资等情况,然后再做决定。
再者,你在教徒弟或学生时你也会提高自己的技术,所谓的教学相长就是这个道理。我有很深的体会。我觉的无可挑剔的方法教给学生后,他们掌握的在我眼里不是很好,但我发现他们的方法居然比我教的方法要好。
就说这么多吧,不要怪我说些大道理。所有的大道理是一个人要成功必须遵守的准则。 
焊接材料的選擇
焊絲原則上選擇與母材成分相同的鋁及鋁合金焊絲或板條。氬氣純度>99.95%,盡量選用大直徑焊絲。在Al-Mg系鋁合金的弧焊中,通常都是推薦使用CB-AMr2、CB-AMr3、CB-AMr6、CB- AMr61、CB-AMr63、1557、1577焊條,對Al-Cu系鋁合金則推薦用01201和01217。
4.2組對與點固焊
因為鋁及鋁合金管導熱快、熔池結晶快,所以.組對時不留間隙、鈍邊,應避免強制進行,以減少焊接後產生較大的殘餘應力,定位焊縫長度10-15mm為易。定位焊位置在管的7點、9點、12點處。定位焊焊縫常做為正式焊縫留存,因此發現題目應及時處理。焊前對定位焊表面黑粉、氧化膜進行,並將兩端修成緩坡型。
![[阳泉]技工学校名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[阳泉]技工学校名片")