| 产品参数 | |
|---|---|
| 产品价格 | 15500-268900元/台 |
| 发货期限 | 30天 |
| 供货总量 | 50台 |
| 运费说明 | 供方承担(新疆、西藏除外) |
| 最小起订 | 1台 |
| 质量等级 | A级 |
| 是否厂家 | 源头厂家 |
| 产品材质 | 冷轧钢板 |
| 产品品牌 | 宇锋 |
| 产品规格 | 6800*7500*3520MM |
| 发货城市 | 镇江 |
| 产品产地 | 江苏、浙江 |
| 加工定制 | 来图定制 |
| 产品型号 | YF-QLJHZB5422 |
| 可售卖地 | 全球 |
| 产品重量 | 5628KG |
| 产品颜色 | 白色、蓝色 |
| 质保时间 | 10年 |
| 外形尺寸 | 6800*7500*3520MM |
| 适用领域 | 发电厂、热电厂、新能源 |
| 是否进口 | 国产品牌 |
| 质量认证 | ISO9001 |
| 产品功率 | 300W |
| 工作温度 | 常温 |
| 汽轮机化妆板隔音层 | 10MM |
| 汽轮机化妆板板材 | 1.5MM |




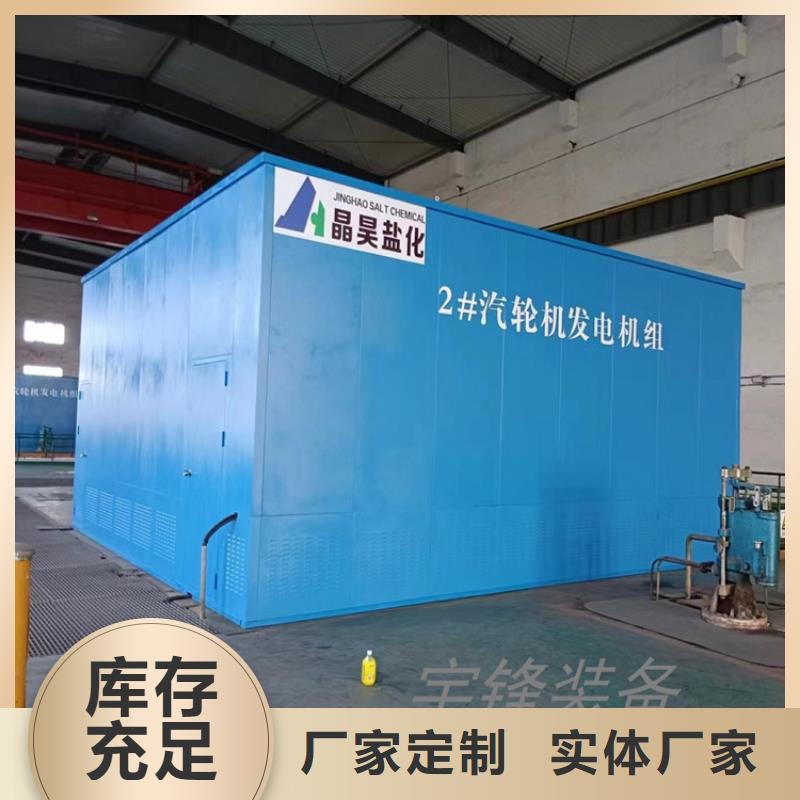
中国阳江汽轮机化妆板、车衣、罩壳、隔音工程整体质量要求。
1、 阳江汽轮机化妆板、车衣、罩壳工程完成后总体质量符合 标准、行业标准或企业标准,并达到本协议约定要求;
2、 阳江汽轮机化妆板、车衣、罩壳温度在环境温度不超25℃时罩壳应不超过50℃,超过25℃时,其外表面温度与环境温度之差不超过25℃。
3、 耐腐蚀符合GB2086-2006标准,保证不会变色、变形;
4、 安装固定牢固可靠;
5、 布局合理,紧密,平齐,美观;
6、 阳江隔音噪音要有明显降低,确保噪音降低10-15分贝,。
现机组的噪音在100dB(A)左右,隔音罩安装完后,在该机组单独运行时,隔音罩壳外部噪音降低至90dB(A)。采取用同一噪音计测量.测量点:罩壳内部高度为1米左右,罩壳外部为高度1米,离罩壳1米远。

一、阳江汽轮机化妆板、车衣、罩壳、发电机罩壳施工范围:
1、 1#汽轮机加装罩壳的设计、加工制作、安装;
2、 根据甲方要求标准制作设备编号及机组简介牌;
二、 阳江汽轮机化妆板、车衣、罩壳、隔音罩壳施工要求:
1、 施工工艺符合 、行业标准规范,并达到本协议约定要求;
2、 因汽轮机不停机,需要施工中现场有运行人员监督;
3、 乙方应当在签订本协议前做出详细施工方案交甲方审核;
4、 施工前应当制定详细措施,防止人员物料坠落,确保施工和运行。措施经甲方审查并得到落实后方可施工;
5、 乙方在施工过程中,不能影响甲方设备的正常运行,不能影响正常的接带负荷。如出现影响,由乙方负责造成的经济损失。
6、 现场不允许动火作业。
7、 现场地面全部为瓷砖,阳江汽轮机化妆板、车衣、罩壳材料搬运和安装过程必须做好瓷砖等设备成品保护。

【阳江汽轮机化妆板、车衣、罩壳实用新型内容】
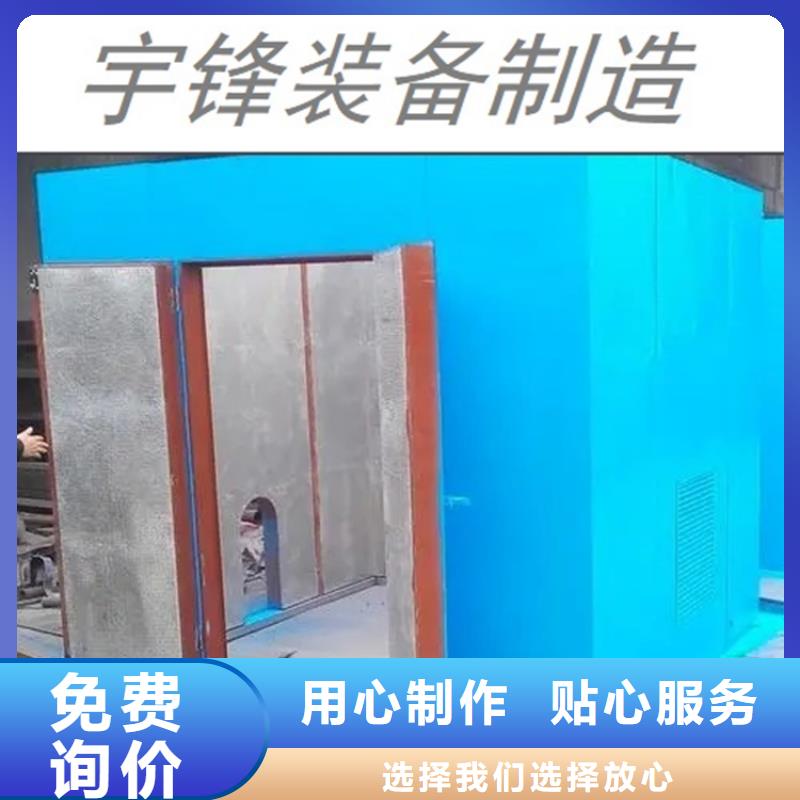
本实用新型的目的是为了解决上述现有技术存在的问题,进而提供一种阳江智能化汽轮机罩壳、车衣、化妆板、隔音罩壳,集成隔音降噪、阻隔灰尘、监控、检测、灭火等功能于一体,更加方便人们的使用。
本实用新型的技术方案:
—种阳江智能化汽轮机罩壳,包括两平行设置的侧板、设置于所述侧板上端的顶板、设置于所述侧板前端的端板,沿所述顶板长度方向的两侧均匀地设置有多个摄像装置,所述顶板的中间位置设有多个沿所述顶板长度方向布置的喷淋装置,所述顶板上呈对称地设置有多个烟雾检测装置;所述烟雾检测装置与所述喷淋装置电连接;在所述端板上安装有显示装置,所述摄像装置与所述显示装置电连接。
【进一步地,所述侧板和所述端板上均设置有多个门。
【进一步地,所述顶板为多孔网格板。
[进一步地,所述侧板与所述顶板的连接处设置有照明灯。
[进一步地,所述侧板上呈对称地设置有射线检测装置。
[本实用新型具有以下有益效果:本实用新型公开的阳江智能化汽轮机罩壳,包括两平行设置的侧板、设置于侧板上端的顶板、设置于侧板前端的端板,侧板、顶板、端板的设置可以起到隔音降噪、阻隔灰尘的目的;沿顶板长度方向的两侧均匀地设置有多个摄像装置,可以对汽轮机罩壳内部的所有空间进行实时拍摄,摄像装置与端板上的显示装置电连接,可将拍摄信号传递至显示装置,人们可以通过显示装置对汽轮机罩壳内部的运行情况进行监控;在顶板的中间位置设有多个沿顶板长度方向布置的喷淋装置,喷淋装置与烟雾检测装置电连接,烟雾检测装置呈对称地安装在顶板上,当烟雾检测装置检测到汽轮机罩壳内部烟雾超标时,可控制喷淋装置启动,及时进行自动灭火;本实用新型集成隔音降噪、阻隔灰尘、监控、检测、灭火等功能于一体,更加方便人们的使用。

阳江汽轮机化妆板、车衣、罩壳钢网架结构球节点形式分为焊接球和螺栓球两种,螺栓球采用高强螺栓紧固连接,焊接球则采用的是现场焊缝连接。
球节点深化设计时注意的主要有以下几点:
(1)阳江汽轮机化妆板、车衣、罩壳螺栓球节点配件各生产厂家之间有所不同,在深化前应取得配件数据。
(2)螺栓球节点中钢球、高强螺栓、套筒、紧固螺钉、锥头或封板的材料应符合设计和规范的要求。
(3)螺栓球节点中高强螺栓的等级应根据规格分别选用。
(4)螺栓球的直径应保证相邻螺栓在球体内不相碰并应满足套筒接触面的要求。
(5)螺栓球节点中杆件端部的锥头或封板采用焊接连接,连接焊缝的承载力应不低于连接钢管;锥头截面和封板厚度均应按实际受力大小计算确定。
(6)焊接球一般是由两个半球焊接而成的空心球,需要根据受力大小确定是否设置加劲肋。
(7)焊接球的外径与壁厚之比、球外径与主钢管外径之比、球壁厚与主钢管壁厚之比需要满足规范规定:球外径与壁厚之比宜取25~45,球外径与主钢管外径之比宜取2.4~3.0,球壁厚与主钢管壁厚之比宜取1.5~2.0且球壁厚不宜小于4mm。
(8)焊接球与钢管连接应采用坡口焊缝,钢管与球之间应留有间隙以保证焊缝焊透达到与钢管等强。
(9)阳江汽轮机化妆板、车衣、罩壳焊接球节点连接杆件数量过多时,为减少球直径允许部分杆件交汇,但应符合规范规定的构造要求:所有汇交杆件的轴线必须通过球中心线;两杆汇交时,截面积大的杆件必须全截面焊在球上(两杆截面积相等时,取受拉杆),另一杆坡口焊在相汇交杆上,但应保证有3/4截面焊在球上,并应按要求设置加劲肋;受力大的杆件,可按要求设置支托板。

![[阳江]手动电动智能密集架密集柜<宇锋>装备科技生产厂家有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[阳江]手动电动智能密集架密集柜<宇锋>装备科技生产厂家有限公司名片")