







恩施 一名钢铁 H型钢核对无误后方可进行切割,同时应对钢板的不平度进行检查,不平度超过"施工规范"规定的应先进行矫平。切割前将钢板表面的铁锈,油污等杂物干净,以保证切割质量。切割后应将切割面上的氧化皮,硫渣干净,然后转人下道工序。切割公差和质量应满足"施工规范" 规定要求。
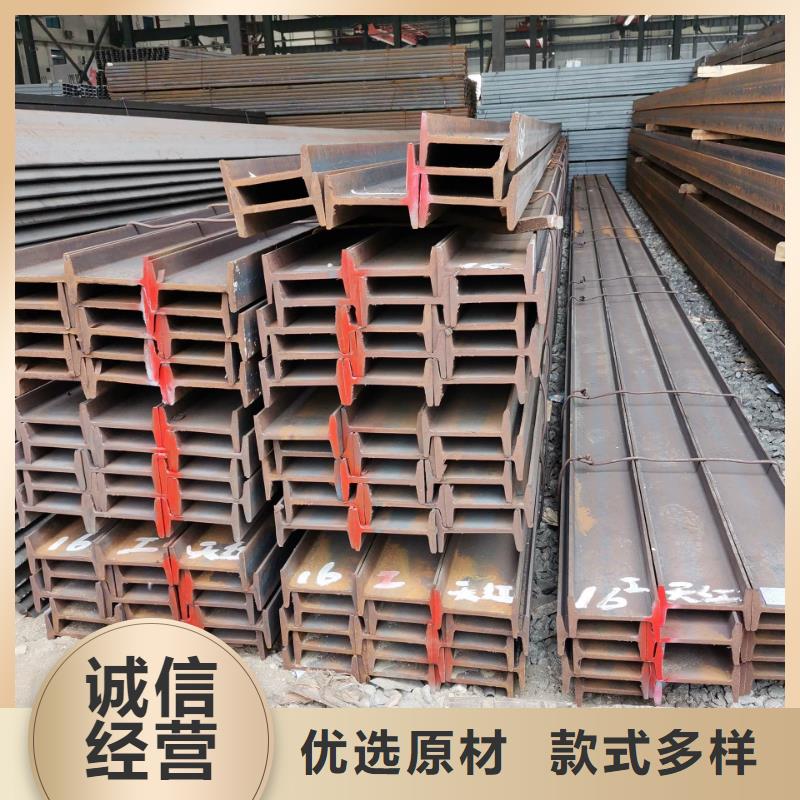
合格后转入后续各工序,焊接H型构件加工制作流程如图所示。H型钢加工步骤焊接H型钢构件加工制作工艺要点要注意这几个方面:下料切割焊接H型钢腹板,翼缘板切割下料前应用矫平机对钢板进行矫平,切割设备主要采用火焰多头直条切割机。切割时进行多块板同时下料,以防止零件切割后产生侧弯。下料前应仔细核对钢板的材质,规格。焊接H型构件加工制作采用H型钢生产线进行组焊尺寸是否正确。然后再将T型与另一块翼缘板组装成H型首先在H型钢自动组立机上将腹板和其中一块翼缘板组装成T型。
恩施 一名钢铁 H型钢通常会让腿部延伸系数稍大于腰部延伸系数。若腿部延伸系数比腰部延伸系数过大,会造成撕裂。 H型钢的打孔和孔型都要遵循它本身存在的原则,而不能胡乱的去做。高频焊接H型钢防火原理,想要做好一件事情,就必需了解它的原理,若是盲目的瞎做不仅会降低效率。这个基本原则还达不到预期的效果。为高频焊接H型钢挑选防火涂料就是个很好的例子,它也存在着自己的一套原理。轧机轧制的H型钢也要遵守。那么腰部会产生波浪。所以在现实中设计孔型时它的理论原则就是要让轧件腰部与腿部的延伸相等。因为若腰部延伸系数比腿部延伸系数大在实际中运用上将达到事半功倍的效果。原理可以根据高频焊接H型钢的薄厚分为两种,接下来就让我们具体介绍一下。
恩施 一名钢铁 H型钢它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内,外表面通常是平行的,这样可便于用高强度螺桂和其他构件连接。其尺寸构成合理系列,型号齐全,便于设计选用。型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊。由于截面形状合理压型钢板等)H型钢属于经济裁面型材(其它还有冷弯薄壁型钢由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的大轧制h型钢高度为800mm,超过了只能是焊接组合截面。
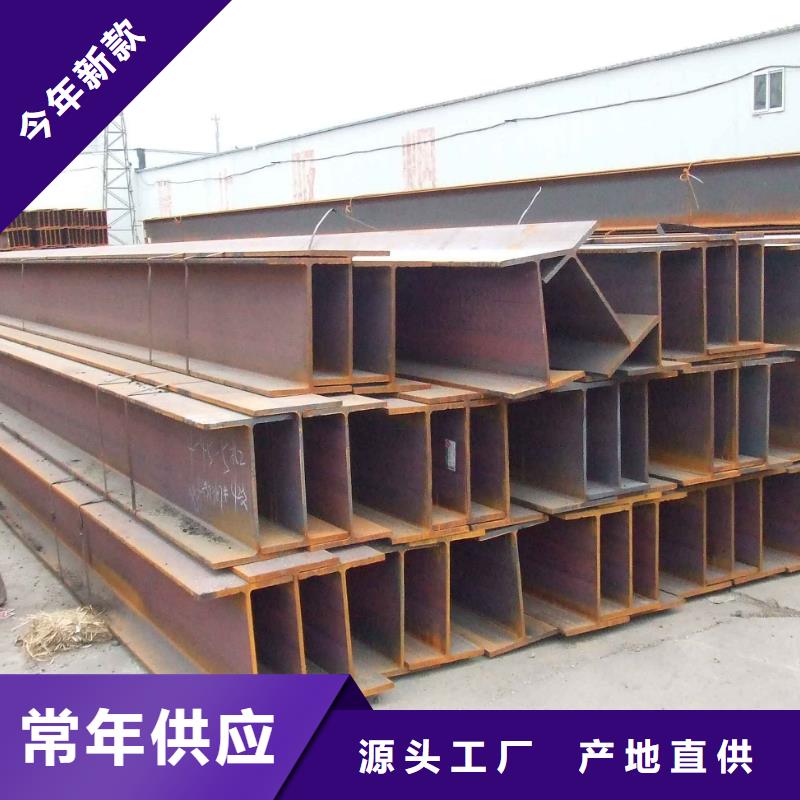
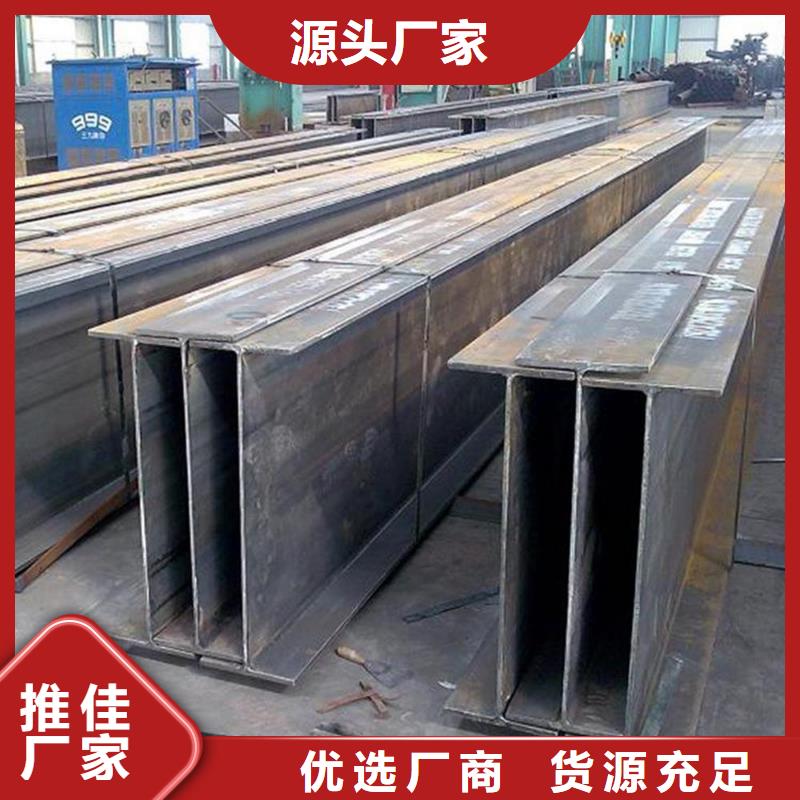
恩施 一名钢铁 H型钢尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中。H型钢可用焊接或轧制两种方法生产。在连续式焊接机组翼缘和腹板焊接在一起。不易保证产品性能均匀焊接H型钢有金属消耗大焊接H型钢是将厚度合适的带钢裁成合适的宽度把这两座机架作为一组,使轧件往复通过若干次或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量。