| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |


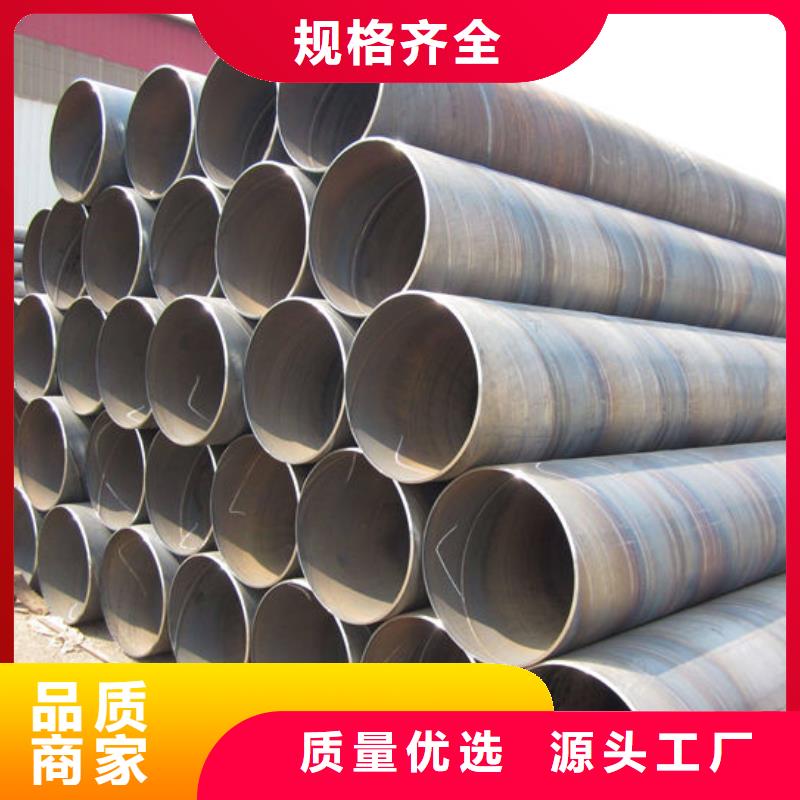
泸州钢材进一步扩展就会成为疲劳裂纹,从而使零件疲劳强度下降。切削后表面层的硬化程度取决于金属在切削过程中强化、弱化和相变作用的综合结果。当切削过程中强烈变形起主导作用时,已表面就产生硬化;而当切削温度起主导作用时,往往引起工件表层硬度降低和相变。在中增大变形和摩擦都将加剧硬化现象,而较高的温度、较低的工件材料熔点则会减轻冷作硬化作用。残余应力对零件使用性能的影响残余应力是指在没有外力作用情况下零件内部为保持平衡而存留的应力。有混匀料场时,原的接受、储存环节放在料场进行,有时筛分熔剂、的准备环节也放在料场进行。是否设置热矿筛,应根据具体情况或试验结果、经比较技术经济指标后确定。机上冷却工艺不包括热矿破碎和热矿筛分环节。窑头罩是连接窑热端与流程中下道工序(如冷却机〉的中间体。燃烧器及燃烧所需空气经过窑头罩入窑。窑头罩内砌有耐火材料,在固定的窑头罩与回转的筒体之间有密封装置,称为窑头密封。窑尾罩是连接窑冷端与物料预设备以及烟气设备的中间体,其内砌有耐火材料。
泸州角钢的规格GB/T2101-2008(型钢验收、包装、标志及质量证明书的一般规定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(热轧等边/不等边泸州角钢尺寸、外形、重量及允许偏差);JISG3192-94(热轧型钢的形状、尺寸、重量及其容许差);DIN17100-80(普通结构钢质量标准);ГОСТ535-88(普通碳素型钢技术条件)。根据上述标准的规定,泸州角钢钢材应成捆交货、其捆扎道次、同捆长度等应符合规定。泸州角钢一般属裸装交货,运输和储存均需要注意防潮。泸州角钢材的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。泸州角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定泸州角钢不得有显著的扭转。
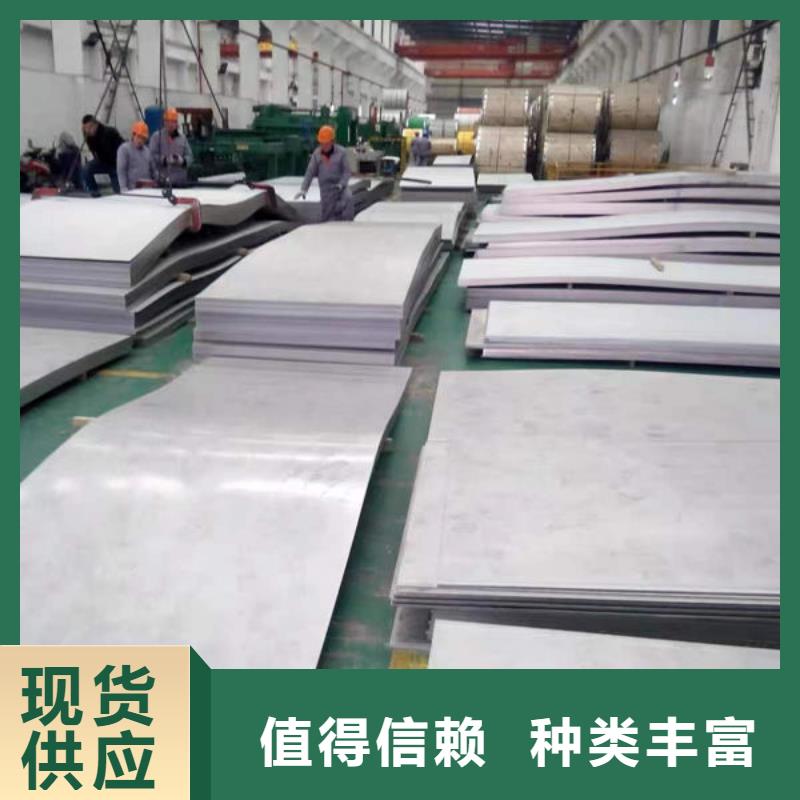
泸州螺纹钢强化技术目前国内高强度钢筋生产主要有余热热处理、超细晶粒和微合金化 3 种生产工艺。经过余热处理的钢筋的可焊性、机械连接性能和施工使用性能较低,因而钢筋的应用范围受了限制,但其生产成本较低;超细晶粒钢筋的焊接性能较差,这是因为钢材在焊接过程中,由于焊接热的影响区晶粒会长大,从而使焊接接头区域出现软化的现象,使其强度降低; 微合金化工艺可使钢筋具有强度高、焊接性能好、抗震性能优等特点,是产品性能 的高强度钢筋生产工艺,采用微合金化技术也是国内外发展高强度钢筋的主要工艺技术路线之一。
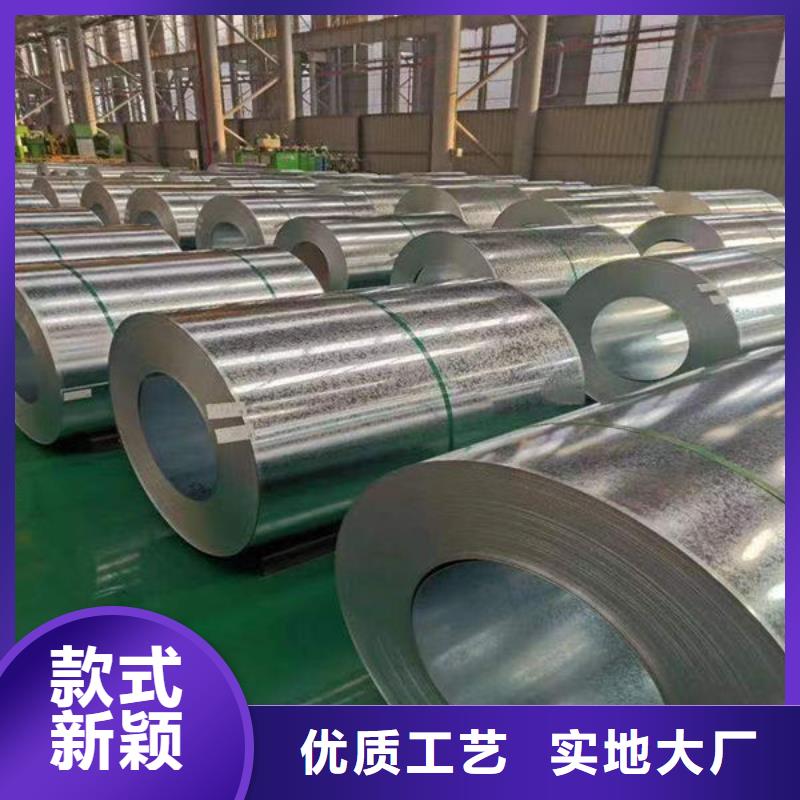
在进行泸州高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证泸州高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。
名片")