| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 3天发货 |
| 产地 | 河南洛阳 |
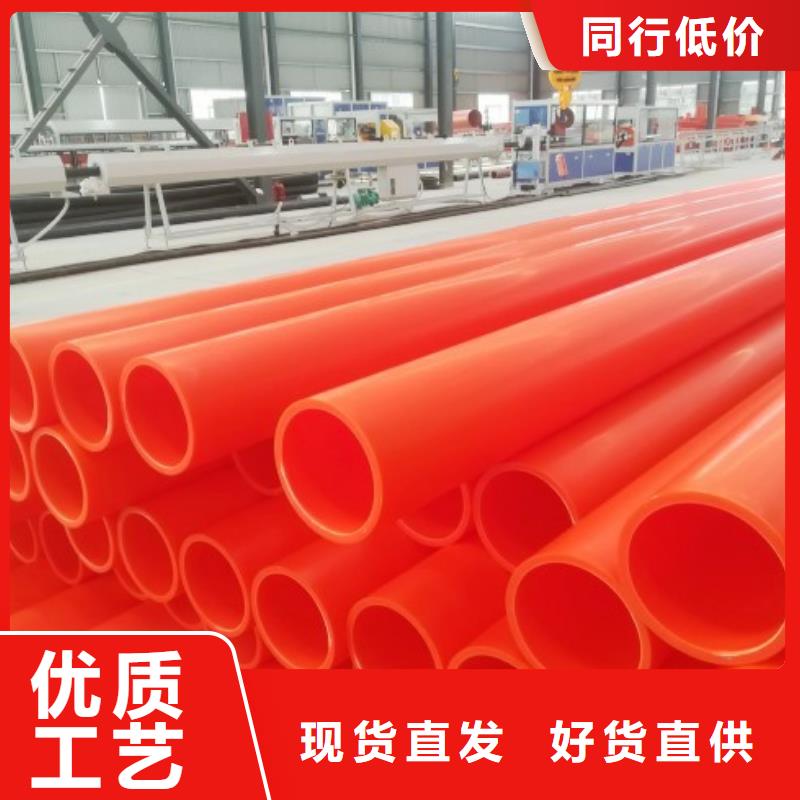
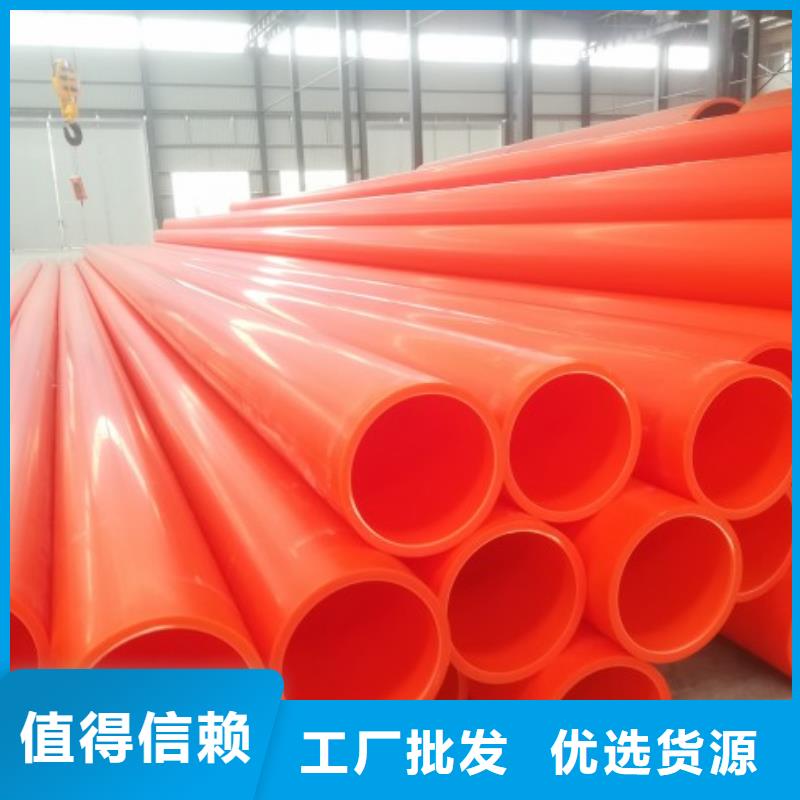
| 材质 | MPP |
| 用途 | 电缆电线保护管 |
| 压力 | 1.0Mpa |
| 货号 | 012 |
| 规格 | 110-225mm |
| 颜色 | 橘黄 |
2.支架的装置评判支架间距时,应思忖管子、管子附件,保温构造及管子内介质重量对管于构成的应力和应变,不得超越允许的范围。如管子内的介质是气体,平凡血将水压实验时管内水的重量作为介质重量来思忖。
MPP管道支架、吊架较大允许间距主要是由管道领受的垂直方向荷载来决议的,它应合意强度条件和刚度条件。日常MPP管道厂家根据相关运算评判较大允许间距。


2、套补粘接法主要是对于MPP管道穿小孔和接头渗漏的状况。选用一样口径的管材长约15~20cm,将其纵向剖开,按粘接接头的程序将套管内面和被补管材表面打毛,涂胶后套在漏水处贴紧即可。
3、玻璃钢法是用环氧树脂加固化剂配成树脂溶液,用玻璃纤维布浸上树脂溶液后再均匀地缠绕在MPP电力保护管或接头渗漏处,经固化后变成玻璃钢即可止水补漏。有条件时还可在漏水点处加上不锈钢箍夹以夹紧玻璃纤维布。



MPP管道生产工艺:
MPP管道在生产过程中要想充足的达到使用效率并保证其质量,需要很多不同生产工艺来辅助,其中注塑成型工艺就是其中一种,很多用户不了解这种工艺的作用及制作方法,具体可根据下述介绍进行了解。
1、首先就是压力:注塑过程中的压力包括背压和注射压力两种。采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为背压。通常,背压增加,会使PE熔体的温度均匀性和混合均匀性提高。增加背压还有利于排出熔体中的气体并使熔体密实程度增加,从而提高机器的注射量。对于PE原材料,提高背压可以增加熔体的温度、组份和颜色均匀性。



中雄管业(咸阳市分公司)是一家从事 衬塑管道生产、销售公司。 公司本着以品质为先导,以完善的服务体系为基石,开拓创新,锐意进取的精神,凭借强大的技术研发能力,精湛的生产工艺,充足的人力资源,来赢得客户对公司的满意。


MPP管道件之间的粘接:
MPP管道作为现代常用的一种给水管件,平时我们在进行使用时,是需要对它进行管件与管件之间进行粘接的,那么我们如何对两个管件之间进行粘接呢,下面我的方法我们来学习一下吧。MPP管道
1、MPP管道管材、管件粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用丙酮擦拭干净。
2、管材断面应平整、垂直管轴线并进行倒角处理;粘接前应画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~1/2,间隙过大于时严禁使用粘接方法。
3、涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。
4、粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持MPP管道接口的直度和位置正确。
5、粘接完毕后及时将挤出的多余粘接剂擦净,在固化时间内不得受力或强行加载。
以上的关于MPP管道在施工时的管件之间的粘接方法我们也都学习到了,另外还要注意的是粘接接头不得在雨中或水中施工,不得在5℃以下制作,相关的连接程序为:准备→清理工作面→试插→刷粘接剂→粘接→养护。



名片")