| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
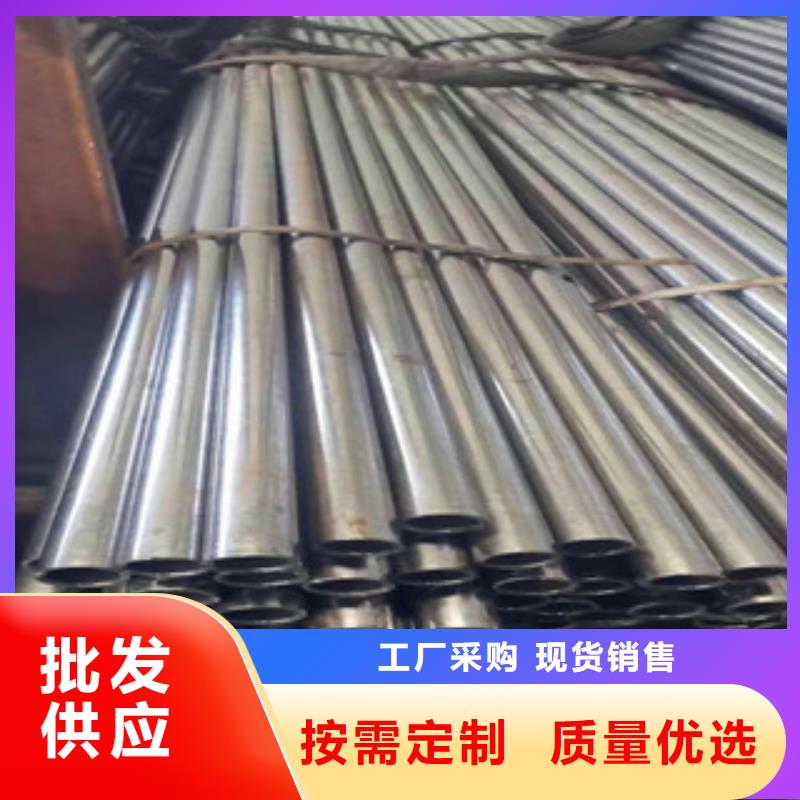
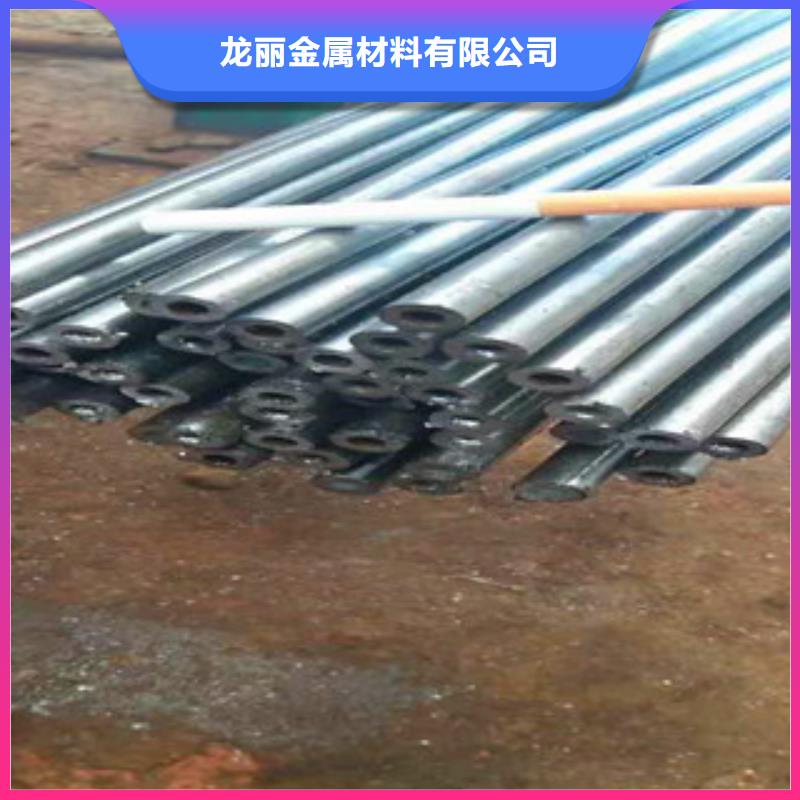
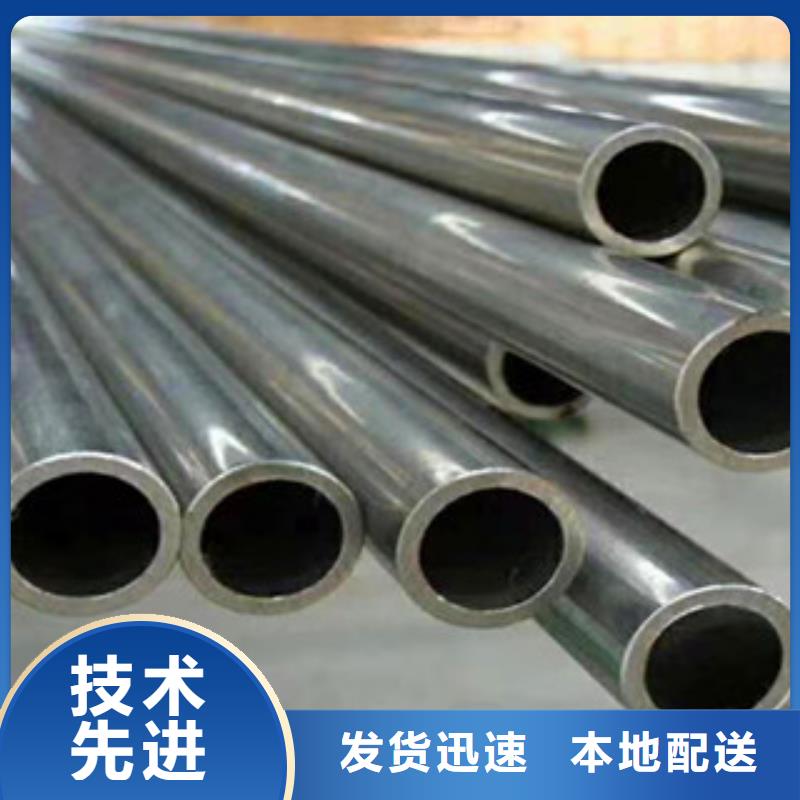
龙丽金属材料(忻州市分公司)为您提供详细的 精密无缝管产品报价、参数、图片等商品信息,如需进一步了解 精密无缝管,请与厂家直接联系。

精密钢管冷加工方式的配置
按冷轧和冷拔使用情况,方式配置可有单一冷轧、单一冷拔和冷轧冷拔结合3种方案。
(1)单一冷轧方案。
和冷拔相比,冷轧变形时应力状态好,道次变形量大,可减少中间工序并缩短生产周期,能降低消耗和降低成本,适宜加工塑性差的高合金精密钢管和难变形的有色金属。其缺点是生产力低,生产灵活性较小。
(2)冷轧冷拔结合的方案。
是管材冷加工的合理方案,冷轧冷拔相结合可发挥冷轧变形量大和冷拔生产灵活的优点,以减少工序、缩短生产周期、提高生产力和扩大品种。采用冷轧冷拔结合方案时,通常是管料先在冷轧机上轧到定壁或定壁前的某个道次,然后进行拔制,直至成品道次。
(3)单一冷拔方案。
由于冷拔的道次变形量较小,变形道次多,中间工序多,生产周期长,金属及辅助材料消耗大,单一冷拔方案不是 方案。但拔管机结构比冷轧机简单,投资少,操作容易掌握,工具的制造和更换方便,生产灵活性大,生产力也较高。故采用单一冷拔方案来加工碳钢、低合金精密钢管和一般有色金属管在实际生产中有广泛的应用。

管材在温加工温度范围内(室温以上,再结晶温度以下)的拉拔,目的是减小拉拔时的应力和拔制力,以增加道次变形量,强化变形过程,减少道次和提高拉拔生产效率。温拔时管材的加热方式有接触式和感应式两种。采用感应加热时被加热的管子和感应线圈必须严格同心,才能保证圆周上两者之间的间隙一致和加热均匀;另外在出现拔制过程停顿时管子容易过热。由于此原因,温拔以采用电接触加热居多,其拔制过程和装置见图。


精密钢管常用集装箱的体积计算表。小口径规格精密钢管来装箱可以不考虑集装箱的体积,但是如果大口径精密钢管装箱的话就要计算一个集装箱可以装多少根精密钢管。
我们用直径406,壁厚12.7的精密钢管装20尺柜来计算一下:
(宽)2350÷406=5.7(支) (高) 2390÷406=5.8(支)
这就是20尺小柜可以并排放5支精密钢管,放5层就是25支406的精密钢管。再乘以精密钢管的单支重量123kg那么就可以计算出每个20尺的标准小箱可以装406的大口径精密钢管大约重18吨。



名片")